Characterization of Particles from In-Service Lubricants
A New ASTM Standard Guide
")
The new ASTM D7684-10 standard guide should be quite useful for microscopic particle analysis of particulate wear and contamination debris extracted from in-service lubricants. It provides consistent format and terminology, facilitates broader use of wear particle analysis with better understanding of analysis results, and documents root cause and problem severity information.
The new guide is intended to be used in conjunction with ASTM D7416 standard for mini-lab filter patch preparation, ASTM D7670 standard for general filter patch preparation and ASTM D7690 standard for ferrogram glass slide preparation.
The Importance of Wear Particle Characterization
How does an oil analyst determine what severity and root cause to report when in-service (used) oil analysis findings show alarming results from ferrous density, parts-per-million iron or particle count tests? When these wear or contamination test results are high, many analysts recommend either resampling, filtering the lubricant or changing the oil. However, these commonly reported maintenance recommendations can delay or hide underlying problems without confronting them. The analyst who wants to recommend a more specific corrective action needs additional information to select from several different potential root causes, each with a different corrective action recommendation.
")
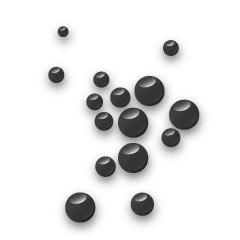
Meaningful determination of root cause and severity is achievable by adding wear particle analysis to the test results. Wear particle analysis is typically accomplished by extracting solid particulate matter from the in-service oil sample and depositing it onto either a filter patch or glass slide. The patch or slide is then placed on a microscope stage and illuminated so the analyst can visually characterize the various wear and contamination particle types represented.
With proper severity and root cause indications from microscopic wear particle analysis, analysts are able to make appropriate recommendations, such as:
- "Abrasive wear detected. Filter lubricant to remove dust contamination causing abrasion."
- "Fatigue wear detected. Check for abnormal periodic machine vibration."
- "Boundary/adhesive wear detected. Check for inadequate lubrication causing metal-to-metal contact."
- "Corrosive wear detected. Check for water or other corrosive fluid contamination."
Sample Preparation Methods
There are several different ways to prepare samples for microscopic characterization. For example, filter patches (such as Millipore patches) may be prepared according to ASTM D7416 or D7670, which covers general filter patch preparation. Alternatively, glass slides or ferrograms may be prepared according to ASTM D7690. There are other unspecified practices that may be used to extract particulate debris from oil such as back-flushing debris from oil filters or using a magnetic plug located in the oil compartment.

Once the patches, glass slides or other means for displaying particulate debris are completed, the images are viewed and captured under microscopic magnification. Software that includes an image atlas may be used to assist analysts with particle classification.
## Software with an imbedded wear particle atlas is often used to assist with particle analysis. ##
Prior to the release of these new ASTM standards, the terms describing wear particle analysis were inconsistent, confusing and sometimes incomplete. The new standards add value to the industry by suggesting consistent terminology, defining a multi-level severity ranking scheme and describing some of the causes and effects that produce wear and contaminant debris.
The new D7684 standard offers guidance for analysis and classification of particles by providing analysis grids, such as the one shown below. The multiple standard grids serve as decision tables to assist with classifying particles by size, shape and several other characteristics.
Classification Terms
Following are some of the classification terms and expressions defined in the new ASTM standards.
Wear Mechanisms — Abrasive wear, mild sliding wear, severe sliding wear (metal removal), rolling fatigue wear (subsurface spall) and corrosive wear.
Particle Types — Platelets, chunks, ribbons, red-oxide particles, rust, fibers, sludge and contaminant particles.
Particle Classifications, Causes and Actions
-
Rolling-contact fatigue wear particles are often caused by dynamic load on a roller bearing or the pitch line of gears. The recommended action normally involves using vibration analysis to detect possible imbalance, misalignment or other periodic vibration-related anomaly.
-
Mild sliding wear particles may be normal wear and are often associated with corrosion. The recommended action typically includes checking for water or other corrosive media.
-
Severe sliding wear particles (metal removal) are often the result of inadequate lubrication. The recommended action involves looking for a potential cause of the inadequate lubrication, such as low oil, low viscosity, slow speed or excessive loading.
Severity Ranking
Normal — Undamaged or as-new condition associated with reasonable wear or expected operational condition.
Low Alert — Some deterioration, intervention not yet recommended.
High Alert — Significant deterioration, closely approaching need for intervention.
Low Fault — Significant deterioration, intervention recommended.
High Fault — Significant deterioration, intervention is overdue.
Wear Debris Analysis Grid
The analysis grid shown below is described in ASTM D7684. It is common for an atlas of fully characterized images to be supplied with the software to help new users quickly become accustomed to this analysis grid. New analysts match atlas images to particle groups observed on a filter patch or glass slide. When a match is identified, characterized results from the atlas are inserted into the sample analysis grid. Experienced users soon are able to quickly and consistently check off group classifications without using the atlas.
An important advantage of a grid like the one shown below is that by using these standard terms, the computer software can easily be programmed to generate standard text reports, and oil analysis software can be adapted to expertly interpret qualitative wear particle analysis results as efficiently as it can interpret quantitative oil analysis data.
The analysis grid includes columns organized in the following structure:

Group
The oil analyst selects 'Group 1' and characterizes a first type of particles from an in-service oil sample, then selects 'Group 2' for characterization and so on. Normally, the most abundant type of particles observed on the filter patch or glass slide is identified as 'Group 1.'
Concentration
The second column provides a qualitative assessment for the relative amount of debris in this group compared with other groups of particles. Concentrations range from 'few' to 'dense.'
Average Size and Max Size
Sizes are estimated using calibrated microscopic imaging, where size refers to a major dimension for particles in this group. Size ranges include fine (less than 6 microns), small (6 to 14 microns), medium (14 to 40 microns), large (40 to 100 microns) and huge (greater than 100 microns). These micron sizes correlate with ASTM D7416 and D7647, enabling particle counts, ppm size distribution and system debris calculation to add meaningful data.

Aspect Ratio
This is a ratio of minor dimension to major dimension for the particle group. Aspect ratio ranges vary from 1-to-1 to 1-to-100.
Shape
This classification interprets a general profile view of particles within each group to help identify likely sources and mechanisms. Shape classifications include platelets, ribbons, chunks, spheres, thermal, needles, fibrous, powder, etc.
Color
Particle groups are further classified by apparent color - red, black, tempered, metallic, straw, copper, brass, etc.

Texture
Under this column, the analyst classifies particle surface texture for each particle group based on its microscopic visual appearance. A descriptive term is chosen for each group, such as bright or reflective, dull or oxidized, pitted, striated, amorphous or other texture.
Composition
Analysts do their best to ascertain the likely composition of particles within each group based on visual observations and all other available data, including parts-per-million spectrometric data, ferrous density information and responsiveness of the particles to magnetic fields. Terms used for particle group composition include ferrous metal, cupric metal, dust, organic, sludge, paint chips and other material.
Classification
The analyst then uses all available observations and measurements to conclude a most likely root cause classification for each particle group. Terms used for classification include abrasive wear, mild sliding wear, severe sliding wear (metal removal), rolling fatigue wear (subsurface spall), corrosive wear, other wear, lube degradation, dust contamination and other contamination.

Severity
Considering each particle group classification along with all quantitative and qualitative data available to the analyst, an overall wear severity is assigned for each particle group. The five levels of severity are normal, low alert, high alert, low fault and high fault.
Remember, while oil analysis data from automatic particle count testing measures system contamination, and numerical results from ferrous density testing or from parts-per-million iron or copper testing can suggest one component or another may be wearing, these and other oil analysis tests only highlight possible problems, not the root causes of those problems. Wear particle analysis is an excellent way to reveal a likely cause and a level of damage.
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
|---|---|---|---|---|---|---|---|---|---|---|
| Group | Concentration | Size, average | Size, max | Aspect | Shape | Color | Texture | Composition | Classification | Severity |
| 1 | Few | Fine,
<6 µm
|
Fine,
<6 µm
|
1:1 | Platelets | Red | Bright or
Reflective
|
Ferrous
Metal
|
Abrasive Wear | Normal |
| 2 | Moderate | Small,
6 to 14 µm
|
Small,
6 to 14 µm
|
1:2 | Ribbons | Black | Dull or
Oxidized
|
Cupric Metal | Mild Sliding Wear | Low Alert |
| 3 | Many | Medium,
14 to 40 µm
|
Medium,
14 to 40 µm
|
1:3 | Chunks | Tempered | Pitted | Other Metal | Severe Sliding Wear (Metal Removal) | High Alert |
| 4 | Dense | Large,
40 to 100 µm
|
Large,
40 to 100 µm
|
1:10 | Spheres | Metallic | Striated | Dust | Rolling Fatigue Wear (Subsurface Spall) | Low Fault |
| 5 | Huge, >100 µm | Huge, > 100 µm | 1:100 | Spiral | Straw | Smeared | Organic | Corrosive Wear | High Fault | |
| Thermal | Copper | Amorphous | Sludge | Other Wear | ||||||
| Needles | Brass | Other Texture | Paint Chips | Lube Degradation | ||||||
| Fibrous | Other Color | Other Material | Dust Contamination | |||||||
| Powder | Other Contamination | |||||||||
| Other Shape |
