Why Hydraulic Oil Changes Color
 When hydraulic oil turns from that golden honey color of new oil to a dark brown, does that mean it must be changed immediately? Is the system suffering from lost lubricating properties or gross contamination when this occurs, or is this a normal aging characteristic to be dismissed so long as the oil analysis results are within acceptable parameters?
When hydraulic oil turns from that golden honey color of new oil to a dark brown, does that mean it must be changed immediately? Is the system suffering from lost lubricating properties or gross contamination when this occurs, or is this a normal aging characteristic to be dismissed so long as the oil analysis results are within acceptable parameters?
These types of questions are often asked whenever hydraulic fluid maintenance is discussed. Many people compare the oil in their industrial hydraulic systems to that of their automobile, assuming if the oil has turned to a dark brown that it must be changed as soon as possible regardless of how long it has been in service.
It’s easy to forget that the oil in an industrial hydraulic system is kept in a much different environment than the oil in an internal combustion engine. A color change in hydraulic oil is a good reason to be alert but not a good reason to go running for the oil skid to replace it right away. You first need to determine why the oil has changed color.
The two most common causes of oil darkening are thermal stress and oxidation, neither of which will necessarily require that the oil be replaced. The first step is to take a representative sample of the oil and have it analyzed. I have seen hydraulic oil that has darkened considerably but was still perfectly good to remain in service. I have also seen hydraulic oil that has retained its original color but could not meet the parameters necessary to provide adequate system protection. In short, a change in oil color alone tells you nothing about the serviceability of the oil.
However, darkening of the oil can direct you to potential problems that may need to be addressed. Perhaps a system has one or more “hot spots” where the oil is heated up significantly in a localized area, but the temperature is brought down again once it reaches the relatively cool reservoir.
I once found a valve that had failed, forcing oil through a small orifice with a significant pressure drop. This generated a relatively large amount of heat, but it was localized in only a very small amount of the system oil. The only symptom was a darkening of the oil.
When a sample of the oil was analyzed, it was determined that the acid number and viscosity had not changed, eliminating the likelihood of oil oxidation and suggesting that the change in color was the result of thermal degradation. Inspection with an infrared camera located the overheating valve in very short order. The valve was replaced, and significant varnish was noted at the point where the heat was generated. Oil analysis showed that the oil was perfectly suitable for continued service, but since there was no discernible change in system operation, the valve failure may very well have gone unnoticed until it became a system outage had there been no color change in the oil.
While oxidation, the chemical union of oil and oxygen, is a common reason that hydraulic oil stability is reduced, the amount of color change is not a good indication of the level of oxidation. Antioxidants will react as they do their job, frequently producing colors ranging from brilliant yellow to inky black. There are a number of factors that include formulation, operating conditions and contaminants, any of which can cause a considerable color change without significant oil degradation. Although the color change can be alarming, the oil can still retain good antioxidant potential, since a series of these reactions can occur before becoming truly exhausted. Again, the only way to be certain of the oxidation level is by oil analysis. Look for an increase in the oil’s viscosity and acid number as an indication of oxidation.
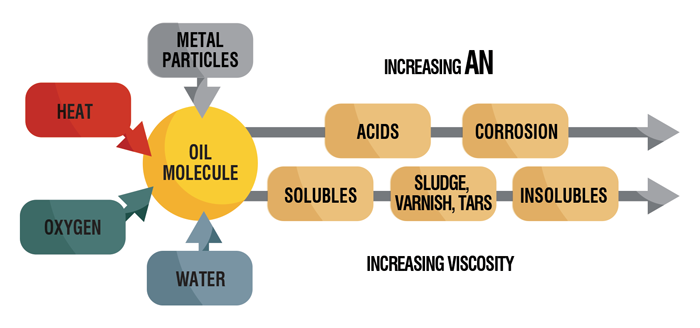
The presence of metal catalyst particles, heat, oxygen and water all contribute to oil oxidation. As the acid level increases, corrosion of components will become more likely. Viscosity will increase as soluble contaminants mix with the oil. This will leave sludge, varnish and tar deposits as a thin, insoluble film throughout the system’s internal surfaces. The degradation process accelerates with continued exposure to these elements.
Oxidation can be kept to a minimum by normal fluid maintenance practices. The rate of all chemical reactions, including oxidation, will approximately double for every increase in temperature of 10 degrees C (18 degrees F). For most mineral-oil-based hydraulic systems, the maximum recommended temperature is 140 degrees F (60 degrees C). For every 15 degrees F (5 degrees C) above this temperature, the oil’s life span will be cut in half.
System pressure can make a difference, too. As pressure increases, so does fluid viscosity, which causes an increase in friction and heat generation. Also, increased pressure results in an increase of entrained air (and therefore oxygen). The additional oxygen will accelerate the oxidation reaction of the oil. It is recommended that system pressure be kept as low as possible for maximum system efficiency and longevity of the oil and system components.
Contaminants are another factor that can affect oxidation. A 1-percent sludge concentration in hydraulic fluid will double the rate of oxidation as compared to fluid with no sludge at all. Certain metals, most notably copper, act as catalysts for oxidation reactions, particularly in the presence of water. The presence of water and copper is a common occurrence when a heat exchanger ruptures.
When you find that your hydraulic oil has darkened in color, don’t assume that it needs to be replaced. It is quite likely that there are years of service remaining in your fluid. Get a good representative sample and have it analyzed. The most representative sample will be taken immediately downstream of the pump. The second best location is from the exact center of the reservoir, obtained either while the system is running or immediately after shutdown.
If you are just beginning a fluid sampling program, a good starting point is every 13 weeks. Adjust the frequency of sampling based on the analysis results. Keep at least a full year of analyses on file for comparison and spotting trends. Only then will you truly know the condition and serviceability of your hydraulic fluid.
