Art and Science of Belt Conveyor Lubrication
Today, belt conveyors are among the most commonly used convening equipment in all walks of life, thanks to Thomas Robins for his series of inventions in 1892, which led to development of belt conveyor.

Working of belt conveyor is very easy to understand. Conveying of material is achieved by placing materials on an endless belt supported and driven by a combination of pulleys and idlers. Apart from mining application, belt conveyors are used in a host of industrial application and many other areas including at airports.
Belt conveyors are important and expensive equipment. To prevent unnecessary downtime, particular attention should be given to ensure its reliability. It is particularly important in a conveyor belt ‘system’ where a series of belts are used for material conveying.
Although in a generic maintenance budget contribution of expenses occurred for lubricant procurement is only about 2-5% but if you look at the failures associated with the lubrication it may go up to 60%, depending upon the type of industry and prevailing maintenance practices. It is very important to understand not just the cost of lubricant but the total cost of lubrication.
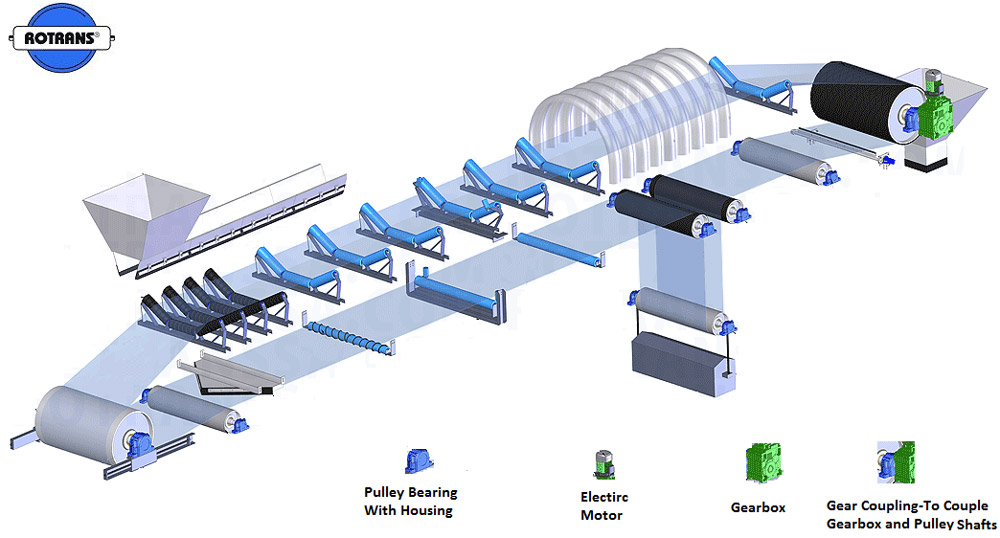
A conveyor comprises of a variety of equipments where lubricants are applied. Each equipment has its own unique lubrication requirement. It includes drive motor, couplings, gearbox and pulley bearings. Idlers have sealed bearing which is lubricated for life. While ordering idlers, it is better to ask suppliers to have high quality grease in sealed bearings.
Belt Pulley Bearing Lubrication
In a belt conveyor, pulleys are used in a variety of ways, to transmit power, change the direction of force or provide tension to the belt. Different names are given for each type of pulley like the one which drives the entire belt, called “head drum pulley”, one at the tail end side, called “tail drum pulley”, pulley for changing direction of belt is known as “bend pulley”, providing additional force to maintain the grip called “snub pulley”, and the one which provide tension in the entire belt known as “take up pulley”. Each end of the pulley is supported by bearings on the shaft, which require lubrication.
Lubrication of pulley bearings is not very complex. Pulleys rotate smoothly with negligible vibration. Rotation of bearing is slow. Operating temperature of well lubricated pulley bearings tends to be closer to ambient temperature.
Lithium complex soap based mineral oil grease has reasonably good oxidation and mechanical stability and can provide desired level of protection. Use of simple lithium soap based grease should be avoided and limited to non critical belt pulleys only. Base oil viscosity of grease can be in the range of 220-320 cSt.RPM of pulley bearings varies according to application. It is always better to select base oil viscosity based on DN factor (factor, representing peripheral speed). As most of the belt pulley bearings are subjected to heavy loading, EP additive (to provide sacrifcial soapy layer on the asperities) based lubricants is helpful to provide protection at boundary lubrication condition.
Contamination Control is the Key
 One of the most challenging aspects maintaining reliability of a pulley bearing is implementation of effective contamination control strategy. Pulley bearings are prone to contaminant ingression by numerous ways like ineffective sealing, missing grease nipples, contaminant ingression during grease application etc.
One of the most challenging aspects maintaining reliability of a pulley bearing is implementation of effective contamination control strategy. Pulley bearings are prone to contaminant ingression by numerous ways like ineffective sealing, missing grease nipples, contaminant ingression during grease application etc.
Most of the solid contaminants (ores, limestone, coal and other solids etc), being abrasive in nature not only causes additional friction and wear but also deteriorates the lubricant which negatively effects its performance properties.
Grease nipple, a tiny accessory installed on bearing housings for regreasing, is a very effective tool in helping in contamination control. Unfortunately its value is rarely realized by maintenance personnel. New bearing housing comes with grease nipple installed on it. Maintenance personnel need to ensure its usability. In many cases, it has been found that after initial installation with housing, it is not included in inspection/maintenance checklist. Often negligence causes these grease nipples to get either damaged or misplaced. As the nipples gets misplaced or damaged, contaminants around housing fnd their way to ingress inside bearing causing continuous degradation of lubricant and bearing surfaces. In some cases, instead of replacing grease nipple, cleaning cloth or cotton waste is used for blocking the open bore. Bear in mind that cloths or cotton waste are ineffective in stopping contaminant ingression. In extreme cases, nipple bores are left open, inviting ambient contaminant to easily ingress.
These practices are far away from the best and promote pulley bearing failures. To avoid contamination of grease during regreasing in such cases it is recommended to re grease bearing by using proper grease coupler (preferably 4- jaw) along with standard grease nipple. Contamination of lubricant can be further avoided by using grease nipple caps. It covers the tip of nipple which eliminates any possibility of contaminants getting inside through nipples. Colored nipple caps can also be used to identify the type of lubricant to be applied, avoiding cross contamination. Remember one can apply best lubricant on the pulley bearings but you will not get the best reliability until and unless you implement best contamination control strategy.
Another way how contaminants fnd their way inside pulley bearing is damaged housing seal. Often over greasing of bearing generates enough pressure to burst seal. These burst seals easily allow contaminants to enter inside the bearing. To avoid seal damage, regreasing quantity of each bearing should be calculated and fxed. Same quantity of grease should be applied while regreasing. During PM schedule, old grease should be cleaned out of the housing to create void space to accommodate fresh grease for regreasing. Housing seal replacement should be included in annual maintenance task.
End cover installed at the side of bearing housing is provided for protection of bearings against contaminants. If end covers are not installed, open housing end can cause heavy contamination of grease that can also lead to bearing failure. One must ensure that it is installed at the side of housing so that bearings and lubricants can be protected.
A very common myth in that lube technicians have is that while regreasing by using coupler and nipple, a lot of grease would leak out at the junction point. Upon close examination, you will fnd that either coupler or nipple was faulty. Nipple can have worn tip or damaged or stuck ball (which acts as NRV for grease inside bearing). Coupler may have loose or worn out jaws. It is always a good practice to keep suffcient inventories of grease nipples and couplers of different sizes along with other lubrication accessories.
If Lube techs are trained for lubrication best practices plant will get good return in the long run. They should be equipped with common cleaning accessories like cleaning brush, cloth and wire brush. Cleaning of bearing housings before regreasing should be a part of SOP.
Electric Motor lubrication
In a Belt conveyor, electric motor is used to drive (rotate) the belt pulley for its rotation to move the belt. As the rotation (RPM) of motor is normally higher than required for belt movement, Gearbox is used for reducing RPM to the desired level. Broadly, motor consists of two parts, stator and rotor. Rotor is the part which rotates due to rotating magnetic feld of stator, in turn rotating the drive shaft of head rum pulley. Rotor of motor is supported on bearings (mostly rolling element) at both ends. In electric motors, mostly grease is used to lubricate these bearings. In grease lubrication is performed by base oil held by thickener, providing an oil flm that prevents the harsh metal-to-metal contact between the rotating element and races.
Motor runs at higher rpm than the pulley bearings, so base oil viscosity requirement of motor bearing is lesser. For motor bearings, base oil viscosity for mineral based oil of around 90-110 cSt (at 40°C) can be considered as an optimum value.
Another important aspect of motor grease is its additive package. Motor grease has to perform lubrication for a longer period of time hence should not oxidize very fast. ASTM D3336 can be helpful to compare the life of different greases at elevated temperature.
Biggest disadvantage of using general purpose (or belt pulley bearing grease) is presence of Extreme Pressure (EP) additives. Unlike belt pulley bearings, motor bearings are subjected to low contact loading, so requirement of such additives to provide sacrifcial soapy layer on the asperities is generally not required. Traditional EP additives are found to be corrosive to yellow metals. These additives can react with the yellow metals (copper, brass, bronze) to cause continuous corrosion of surface. Electric motor winding part is made up of copper so there is a high risk of lubricant to come in contact with the windings (Due to over greasing or bearing seal damage) and consequent damage of windings. Winding damage can cause motor failure. It has been observed in many cases that the motor has failed due to contact of grease with the windings. Corrosion of the bearing cage and windings has also been reported in many cases due to over lubrication.
Consistency of grease is represented with NLGI number, for motor application NLGI 2 or 3 are required based on mounting position. Polyurea or Lithium complex based thickener is commonly used for motor grease formulation.
While regreasing, make sure that purge port located at the bottom side of bearing is clear to facilitate old grease to come out of the bearing. Hindrance in used grease to purge from bearing may cause excessive churning resulting in overheating, seal failure or even bearing failure.
Fluid Coupling
 A fluid coupling is a device that uses fluid to transmit kinetic energy from one shaft to another. Main purpose of installing fluid coupling in conveyor belt is to avoid high initial torque which motor might experience during starting. Fluid couplings use a primary mover (motor) and a driven machine (gearbox and head drum pulley of belt conveyor).It can also act as an overload protection device. At overloading condition, high temperature of oil causes the fusible plug to melt (1500C), allowing oil to be drained and decouple the drive and driven components.
A fluid coupling is a device that uses fluid to transmit kinetic energy from one shaft to another. Main purpose of installing fluid coupling in conveyor belt is to avoid high initial torque which motor might experience during starting. Fluid couplings use a primary mover (motor) and a driven machine (gearbox and head drum pulley of belt conveyor).It can also act as an overload protection device. At overloading condition, high temperature of oil causes the fusible plug to melt (1500C), allowing oil to be drained and decouple the drive and driven components.
Fluid coupling uses oil to transmit power. Selection of correct lubricant is an important parameter for effcient and reliable power transmission. During operation, a fluctuation in conveyor load gets transferred to coupling, causing slip and temperature rise. Fluid coupling oil should have good thermal and oxidation resistance to minimize oil degradation under such conditions. Typical mineral based hydraulic oil used in plant is found to fulfll such performance requirements. Viscosity requirement of fluid coupling oil can vary in the range of ISO VG 32 to VG 68.
Coupling should be flled with optimum oil level. Coupling manufacturers mentions the exact amount of oil to be flled either in terms of volume or oil f lling angle. Quantities of oil to be flled are calculated by manufactures based on power transmitted by coupling or by measuring the coupling slip and drive motor current. During oil flling oil has to be flled to recommended angle till it starts over flowing. Fluid coupling oil should be regularly checked for correct quantity and quality. Now a day’s coupling manufacturers supply coupling having drain plug cum bull’s eye type oil level indicator from which oil can be verifed without opening the plug.
Gear Coupling
 Gear coupling is used to couple two rotating shaft with the flexibility to bear minor misalignments. Two shafts are connected with the combination hubs and sleeves, having internal and external gear teeth. Interface of gear teeth which experiences low amplitude relative motion, require lubricant to reduce friction and wear. Gear couplings are mostly lubricated with grease, which should have performance property specifcally designed to lubricate gear couplings. It should never be lubricated with general purpose grease.
Gear coupling is used to couple two rotating shaft with the flexibility to bear minor misalignments. Two shafts are connected with the combination hubs and sleeves, having internal and external gear teeth. Interface of gear teeth which experiences low amplitude relative motion, require lubricant to reduce friction and wear. Gear couplings are mostly lubricated with grease, which should have performance property specifcally designed to lubricate gear couplings. It should never be lubricated with general purpose grease.
General purpose ‘EP2’ grease or what people consider as ‘Miracle Grease’ found in every kind of industry which is used in almost every type of application. It should never be used for gear coupling lubrication. General purpose grease has thickener of higher density than the oil. At high speed condition, oil and thickener may separate, making it ineffective for providing protection of gear teeth. Additionally general purpose grease has base oil of around 200 cSt, which is not suffcient to form flm and provide protection under heavy load conditions experienced by coupling teeth.
As the couplings are subjected to high loading, high base oil viscosity based grease is required to provide flm thickness. Apart from flm thickness, high viscosity oil due to higher cohesive force also helps in slowing oil leakages. Base oil viscosity for coupling grease varies in the range of 600-900 cSt. Most of the lubricant manufacturer mentions oil separation characteristics of coupling grease by following ASTM D 4425 method.
Coupling grease should have good tackiness/adhesiveness to make it able to stick to the coupling parts and resist centrifugal forces. Sliding contact coupled with high load can create boundary lubrication condition on the teeth surface; to provide protection at teeth surface Extreme pressure (EP) additives provide sacrifcial lubrication flm to minimize the effect of boundary lubrication. Grease used for coupling should have consistency of NLGI class 1. As far as grease thickener is concerned, lithium polymer thickener is commonly used for coupling grease formulation.
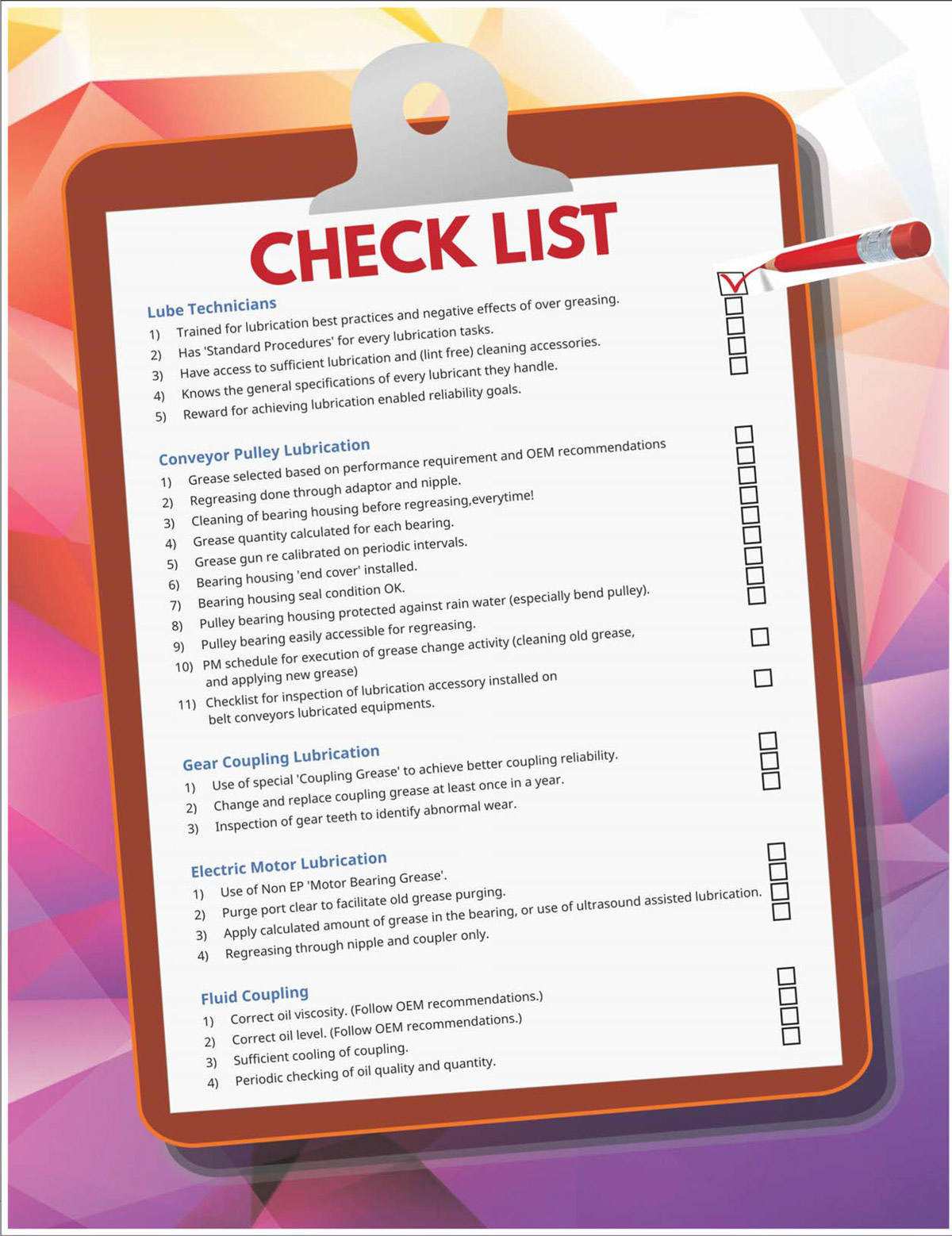
Author's Note: An easy to use checklist for ensuring effective belt conveyor lubrication is presented below. Belt conveyor uses variety of gearboxes i.e., worm and wheel, multistage reduction, splash lubricated etc. Lubrication of these gearboxes will be discussed in upcoming issues of Machinery Lubrication India.