Fire Resistant Hydraulic Fluids
 Steel production in a steel plant where situations occur every day that can be classified as dangerous. With operations involving heavy equipment and liquid or red-hot steel, the danger of fire is ever present. And fire hazards are often exacerbated when mineral oil-based hydraulic fluids are used.
Steel production in a steel plant where situations occur every day that can be classified as dangerous. With operations involving heavy equipment and liquid or red-hot steel, the danger of fire is ever present. And fire hazards are often exacerbated when mineral oil-based hydraulic fluids are used.
Fire Risks of Hydraulic Fluids
A fire results in the risk of personal injuries, as well as, a likelihood of loss in both capital and production. These losses include not only damage to the building and equipment, but also encompass interruptions in production that can idle production lines for days, or even months.
One cause of fire in a steel production plant is the ignition of mineral oil hydraulic fluids. The highest risk of fire in a steel production plant is the operations, where the processed materials reach temperatures +/-900°C up to > 1500°C. In most of these processes, hydraulic units are used to operate the equipment, and in many cases, a mineral oil-based hydraulic fluid is used to fuel the hydraulic unit. While mineral oil has a definite advantage of a good cost performance ratio, it is a distillate from crude oil and not always the safest choice due to its tendency to catch fire easily. Fortunately, there are alternatives available to manage this risk and reduce the chance of an ignition without jeopardizing the performance or productivity.
Types of Fire-Resistant Hydraulic Fluids
The standard hydraulic fluids used in steel production are mineral oil based. However, an alternative to mineral oil hydraulic fluids are fire-resistant hydraulic fluids, as described in Table 1 using the ISO 6743/4 classification.
For each fluid type, there are both pros and cons. Table 2 shows a comparison of the performance properties of several hydraulic fluid types. The properties shown are considered important to maintenance managers.
Properties of Hydraulic Fluid Types
-
Mineral oil provides good hydraulic fluid performance attributes at a reasonable price, as shown in Table 2. However, because mineral oil is not biodegradable, it is not environmentally friendly. And mineral oil delivers a higher total cost of operation when the risk of fire and worker safety is factored in the cost of use.
-
Phosphate ester (HFD-R) fluids, an older fluid technology, are fire-resistant by chemistry. However, they are formulated with materials considered to be CMR (Carcinogenic, Mutagenic, Reprotoxic). The combustion fumes they produce are neurotoxic. While these phosphate ester-based products provide good pump lubrication, they can limit the service life of servo valves. HFD-R fluids can be 10-15 times more expensive than mineral oil and need to be carefully maintained, as these products form aggressive acids as they age. Today, they are used mainly in power generation, although they are at times found in steel plants, as well.
-
Water glycols (HFC) are widely used in steel plants, as well as other industries, representing approximately 50% of the total fire-resistant hydraulic fluids market. Because of their high water content, HFC fluids provide very good fire resistance. In price, it is comparable to mineral oil and less expensive than water-free hydraulic fluids. However, HFCs don’t measure up in performance attributes. Component service life generally is shorter, more fluid management is needed, and energy consumption is 10 to 20% higher compared to mineral oil or Polyol esterbased fire-resistant hydraulic fluids. All issues drive up the total cost of operation (TCO).
-
Polyol ester-based fluids (HFD-U) are the best alternative to mineral oil. While they are more expensive than mineral oil (approximately 2 to 3 times more), they deliver a lower total cost when you consider the reduction in fire risk and improvement in worker safety. Also, with Polyol ester-based fluids, manufacturers don’t sacrifice the fluid’s performance, and they are environmental friendly.
| Water-Based Fluids | Water Free Fluids | ||
|---|---|---|---|
| HFA-E | Oil in water emulsions • water content >80% • common use 1 to 5% |
HFD-R Phosphate | Phosphate ester Phosphate based. These products are less used because of CMR reputation |
| HFA-S | Synthetic aqueous solutions • water content >90% • common use 1 to 5% |
HFD-U B Polyol ester based fluids | Based on other compounds, but mainly synthetic polyol ester and natural esters (renewable resources) |
| HFA-S | Water glycol solutions • water content >35% |
||
Understanding the Term “Fire Resistant”
“Fire-resistant” is often misunderstood to be the same as “fire-retardant”—or the ability to suppress a flame. The only hydraulic fluids that can truly be considered fire-retardant are the high water content (HFA) fluids. Almost all fire-resistant hydraulic fluids will burn under certain conditions. HFC fluids will ignite if a certain amount of water evaporates. And while most HFD-U fluids will burn, they will not cause the ignitionlike explosion that the mineral oil will, which leads to an uncontrollable situation.
Fluids can be tested to determine their fire resistance. The most common and generally accepted tests are those used by Factory Mutual (FM Global), the testing and approval arm of a major industrial insurance underwriter (www.fmglobal. com). By using an FM Global-approved hydraulic fluid, manufacturers can often reduce their insurance premium. Many other organizations and companies have also developed fire-resistance tests, usually to simulate a certain type of real-world accident.
| Property | Mineral Oil | Phosphate Ester (HDFR) | Water Glycol (HFC) | Synthetic Polyol Ester (HFDLJ) |
|---|---|---|---|---|
| Fire Resistance | -- | ++ | +++ | + |
| Environmental Performance | - | + and - | + and - | ++ |
| Thermal Stability | ++ | ++ | - | + |
| Fluid Maintenance | + | -- | -- | + |
| Component Life; System Reliability | + | + and - | ++ | + |
| Price | ++ | -- | ++ | +- |
| Total Cost of Operation | - | - | -- | + |
Advantages of HFDU Fluid
- With its considerable fire resistance properties, is associated exceptional lubricating properties which guarantee a substantial reduction in wear, and therefore a longer service life of the hydraulic components.
- High flash point and high spontaneous ignition temperature.
- Low pour-point providing good performances at low temperature.
- Very high natural viscosity index, guaranteeing a viscosity constantly adapted to the temperature range in which the fluid must be used.
- Very good anticorrosion properties in relation to ferrous and non-ferrous metals making up a hydraulic circuit.
- Very good oxidation stability: enhanced service life.
- The product is not expected to produce adverse effects on health.
- Maximum operating temperature is 120°C.
- Readily biodegradable.
- Non-toxic to aquatic life.
- Compatible and miscible with mineral oil.
- Insoluble in water; lighter than water.
- Useful life comparable to mineral oils.
- Shelf life - 12 months.
 The Vendor test certificate of supplied fluid must have the following information-
The Vendor test certificate of supplied fluid must have the following information-
- International specifications ISO 6743/4 HFDU & ISO 12922
- DGMS approved FRHF-HFDU-68
- FACTORY MUTUAL in accordance with FM Approval Standard 6930 “Flammability classification of Industrial Fluids.
- Appearance of new fluid- To Report
- Flash point, as per IS:1448 (P,09)-330 degree C
- Pour point as per IS: 1448 (P-10)- (-42) degree C
- Kinematic Viscosity at 40 º C (CST) as per IS:1448 (P-25)- 70.38
- Kinematic Viscosity at 100 º C (CST) as per IS:1448 (P-25)- 12.82
- Foaming characteristic as per IS: 1448 (P-67)- passes
- Rust prevention capacity as per IS:1448 (P-96)- passes
- Total Acid No. (Mgm KOH/gm.)- 1.1
- Fluid density as per IS: 1448 (P-16)- 0.933
- Water Content as per IS: 2362 (in %) – 0.039
- Fire resistance characteristics as per IS: 7895-passes.
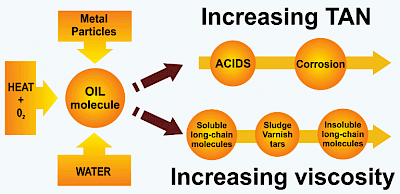
Degradation of Hydraulic Fluid
Sludge - Varnish - Oxidation products
There are numerous types of insoluble contaminants found in hydraulic and lubricating systems.Insoluble contaminants are those materials that will not dissolve in the oil.
The two most general classifications of insoluble contaminants are hard contaminants, such as dirt, debris and wear particles, and soft contaminants, composed of the various oil degradation by-products. Varnish and sludge originate from the soft contaminants. It is a thin, insoluble film that over time deposits throughout the internal surfaces of a lubrication system. The degradation process accelerates as the lubricant undergoes continued exposure to air, water, catalyst (metal particles) and high temperatures.
Sludge contamination is, without doubt, the least recognized as far as hydraulic equipment contamination is concerned. Fact is that sludge is present in virtually every type of hydraulic and lubricating system. Given the fact that sludge is a "soft pollutant", it is not measured during possible oil analyses. Most operators are not aware of its presence in the oil.
 Sludge presence can have far-reaching consequences:
Sludge presence can have far-reaching consequences:
-
Increased wear rates- Varnish captures hard contaminants, creating an abrasive surface that accelerates wear.
-
Heat exchangers become less efficient- Sludge deposit adheres to the inside of pipework, thus forming an insulating layer decreasing the cooling effect of heat exchangers. This reduces the efficiency of the heat exchange and results in higher operating temperatures. Again this leads to increased power consumption and to faster oxidation of the oil.
-
The main line filters get blocked- Sludge is sticky, resinous substance, and it therefore stays behind in the pores of filters, quickly blocking them. This may lead to decrease in the flow rate and/or a higher P, and as a result the drive will operate more slowly. It becomes increasingly difficult for the pump to circulate the oil, leading to cavitation, higher power consumption and increased wear and tear. The main line filters need to be replaced more frequently.
-
Valves clog or operate badly- The presence of resins increases friction to 5-6 times higher than nominal value. This will result in higher energy requirements and can cause stuck or seized valves.
-
Reduced clearance zones affecting lubrication- Often, this means a transition from full film to boundary lubrication, resulting in increased wear in pumps, bearings, gears and valves.
-
Increased wear rates- Varnish captures hard contaminants, creating an abrasive surface that accelerates wear.
-
System corrosion and accelerated degradation due to acidic constituents
-
Increased maintenance- Resources and costs required to clean varnished systems.
| Blast Furnace | Mud Gun Hydraulics Tap Hole Drilling Hydraulic System |
|---|---|
| Coke Plant | Stamp Charging Hydraulic System |
| Steel Melting Shop | Skirt Hydraulic System Slag Raking Machine Hydraulic System Slide Gate Hydraulic System in Billet and Slab Caster |
| Hot Rolling Mill | Roughing. Finishing Stand and Down Coiler Hydraulic System |
| Power Plant | Turbine Governor Hydraulic System |
Choose Change over Experience
Polyol ester technology has been in use for about half a century and in many fire-hazardous applications in steel mills— from blast furnaces to hot strip mills. If a manufacturer makes the decision to change to a Polyol ester fluid in their hydraulic system, the conversion process is not complicated. Typically, no changes need to be made to the hydraulic unit when converting from a mineral oil or water glycol hydraulic fluid to a Polyol ester fluid. Having said that, the conversion must be done with care because there are several grades and qualities of Polyol ester (HFD-U) fluids available on the market. The important checks that must be performed are not only compatibility evaluations with the existing mineral oil, but also the paint inside the tank, seals, hoses, valves, and pump. In the end, tests will show that the type of paint is critical (singlecomponent paints can be incompatible), as well as pump approvals. It is also important to remember that several different suppliers exist for Polyol ester fluids, but most pump builders only approve some suppliers without any restriction on rpm and maximum pressure. Experience teaches that when paint compatibility is good, no changes or restrictions are needed for the hydraulic system. To guarantee the fire resistance of the new fluid, less than 5% residual mineral oil should remain.
Compatibility Chart with Elastomer
The following chart contains our recommendations regarding the use of HFDU OIL with commonly used elastomers. The elastomer applications listed are “Static”, which refers to trapped nonmoving seals such as O-rings in valve sub-plates and rigid, low pressure hose connections; “Mild Dynamic”, whose applications include accumulator bladders and hose linings where the hoses are exposed to high pressure and light flexing; and “Dynamic”, which refers to cylinder rod seals, pump shaft seals and constantly flexing hydraulic hose.
| *NBR Medium to high nitrile rubber (Buna N. >25% acrylonitrile) | C | C | C |
| FPM Fluor Elastomer (Vlton*) | C | C | S |
| CR Neoprene | S | S | S |
| IIR Butyl Rubber | S | N | N |
| EPDM Ethylene Propylene Rubber | N | N | N |
| PU Polyurethane | C | C | C |
| PTFE Teflon | C | C | C |
Fluids Compatibility
It is compatible and miscible with nearly all mineral oil, phosphate esters and polyolestertype hydraulic fluids. It is not miscible or compatible with water-containing fluids.
Compatibility with paints and coatings
It is compatible with multicomponent epoxy coatings. It shows limited compatibility with one component (zinc-dust containing) coatings.
Case studies of steel customers who switched to a fire-resistant hydraulic fluid after having experienced the hazards of mineral oil-based hydraulic fluids.
-
Steel Melting shop was operating a billet caster with a standard mineral oil-based hydraulic fluid. In this specific application, there were frequent hose ruptures that caused the oil to be splashed on the recently still-hot casted billets. Each time a rupture occurred, the fluid ignited into a massive fire with vapour clouds forming into fireballs. The fires were difficult to get under control, and each one caused hours of production lost due to downtime. After the customer switched to HFDU fire-resistant hydraulic fluid, while Hose rupture was also controlled by upgrading hose standard and providing Heat protection sleeve, Hose failure was reduced drastically resulting in no more explosions due to vapours. Reliability and fire safety of Billet caster was improved. Fire hazard situation due to small fires was quickly brought under control.
-
In a steel mill, leaks were causing the mineral oil-based hydraulic fluid to form a pool on the plant floor. While the operation was going on, liquid metal sparks would land in the oil pool and catch fire. The fire would spread quite rapidly, and although it caused no serious collateral damage, the potential threat was clearly demonstrated. Concerned with what could have potentially happened, the customer performed a test to compare hydraulic fluids for fire resistance. To do this, they placed a red-hot piece of steel into a bucket filled with mineral oil-based hydraulic fluid and another into a bucket filled with HFDU, fire-resistant hydraulic fluid. The bucket containing mineral oil burnt until it was empty (more than one hour). The bucket containing water-free, fire-resistant hydraulic fluid extinguished in less than 60 seconds. Seeing the results, the customer converted to fire-resistant hydraulic fluid.
-
Although seen as a relative cold area, many fires take place at the pickling line, specifically the hydraulic welder. Several accidents have been reported where hydraulic hoses ruptured and mineral oil-based hydraulic fluid came as a jet stream, landing on the just-generated weld or welding sparks, and set the whole area on fire. This not only caused severe damage in the surrounding area but also idled the production line for several months. By switching to HFDU fire-resistant hydraulic fluid, the risk of fire spreading to other areas of the plant was strongly reduced, as was long, costly downtime.
-
A steel plant was using mobile equipment to transport hot slag from its steel-making facility when an accident took place. The equipment’s mineral oil-based hydraulic fluid caught fire, and the mobile equipment was burned beyond repair. All the mobile units were immediately switched to a water-free, fire-resistant hydraulic fluid.
Condition Monitoring of for fire-resistant hydraulic fluids during Service
Oil analyses have been firmly established in the field of hydraulics for monitoring oil condition and for pro-active maintenance.
- The aim is to increase operational reliability and availability and reduce costs at the same time by:
- Safely adjusting the oil change intervals to suit the prevailing conditions by monitoring the condition of the oil
- Monitoring oil purity as the most frequent cause of failure
- Ensuring that operators effectively optimize oil maintenance measures
Recognizing irregularities in good time to avoid unplanned failures Due to their special composition and the underlying conditions resulting from their use, fire-resistant fluids require the use of additional special investigation methods. For the routine testing of HFDU fluids in medium-sized installations, the following parameters are monitored:
- Elemental analysis (Metallic particles, dust, corrosion, additives, tramp oils, salts, e.g. from the water)
- PQ-Index (Magnetic metal particles or contaminants)
- Odor
- Color
- Kinematic viscosity at 40°C (Lubricity and fluidity)
- TAN Value (Oil aging)
- Water Contamination in percentage or PPM
- Particle count analysis
