Control Moisture Ingression with Tactical Inspection 2.0
You don’t have to remove what you don’t allow to enter. Indeed, it’s hard to challenge the logic and value of controlling water ingression, but because moisture is everywhere, achieving bone-dry oil through exclusion alone may not be practical or even necessary.
Lubricating oils have different degrees of hygroscopicity (water-loving tendencies), making the control of all dissolved water an almost futile exercise. However, for many applications, it’s the free and emulsified water that is the most destructive and, hence, the central target for control and inspection.
Exclusion relates to the process of preventing (excluding) the ingress of water from environmental, machine and process sources. Common points of water ingression include:
- Water from make-up oil (some supply tanks can collect inches of undetected bottom water)
- Turbine gland steam seals (e.g., improper pressure regulation)
- Defective vapour-extraction system (if too high, it can suck in steam, while if it’s too low, it can fail to keep up with ingress)
- Process water in-leakage from pulp and paper production, water treatment plants, sewage treatment plants, etc.
- Oil cooler leaks
- In-leakage of water past seals from washdown sprays, rain and flooding conditions
- Reservoir and sump headspace vent/ breather ingress
Water Sources in Steam Turbine Lubricants
- Water-contaminated make-up oil – Inspect new oil. Never introduce a cloudy oil into a lube oil reservoir.
- Improper operation of the vapour-extraction system – Fans causing too low of a vacuum can result in a build-up of humidity. Fans causing too high of a vacuum (plugged panel filter) can pull in more gland steam or cause oil carry-over to the roof. Regularly inspect and service vapour-extraction fan panel filters.
- Oil cooler leaks
- Excessive leakage from gland steam seals – Inspect the gland inlet and outlet pressure and regulate accordingly.

Inspection is the top-line priority needed to squelch ingression points through tight and well-managed ingression control. All seven of the listed water ingression sources have the potential to be detected by inspection.
Deferred maintenance of worn seals, defective breathers and coolant leaks creates more expensive maintenance events in the future, including the possible cost of premature oil changes, flushing, oil dehydration and replacement of water-damaged parts. Frequently inspecting and promptly closing off ingression sites are by far the wiser choice and use of maintenance resources.
Inspection, oil analysis and condition monitoring can also be important strategies for providing red-code alerts to periodic water ingression problems. This can be as simple as daily visual inspection of BS&W (bottom, sediment and water) sight glasses, level gauges and live-zone oil samples. In addition to visible inspection, water also can be detected using a number of field-level instruments and pass/fail methods such as the crackle test and calcium hydride detectors.
Once a new source of water is encountered, corrective measures can be quickly deployed. When gross water contamination is observed, there is little need to quantify the exact amount in the oil.
Beware of Water-induced Corrosion from Sealed Reservoirs
Water, regardless of its ingression source, must have quick and unrestricted means of exiting the reservoir as vapour. Some hydraulic systems have pressurized or piston-cylinder reservoirs. There are different reasons for this, but for the most part, they are found in mobile equipment applications.
What happens too often is that high original or ingressed moisture is being locked into the circulating oil. Because the reservoir is pressurized, the moist vapour is unable to exhaust at operating temperatures. Instead, it is continuously re-condensed and entrained.
A robust anti-rust package usually is able to protect headspace surfaces. However, this thin-film protection can be lost in the presence of zinc dialkyl dithiophosphate (ZDDP) decomposition products from hydrolysis and continuous exposure to wet headspace fog.
Inspection Tactic
Inspection of hydraulic fluid for saturated water is essential. Any emulsified water observed in lines and tank sight glasses is cause for alarm. Look for evidence of corrosion on oil-wet and headspace surfaces, filter element and housing hardware, and similar places.
Look for Evidence of Moisture and Other Contaminants in Your Headspace
Water removal is the second reason why stabilizing the headspace environment is important. With rare exception, a dry headspace translates to dry oil - they go hand-in-hand. This is because wet is attracted to dry in the same way hot is attracted to cold. Basically, a dry headspace forms a desiccant blanket above the oil and, like a sponge, draws water out of the oil. The lower the relative humidity of the air in the headspace, the faster and more efficient the process of mass transfer of water out of the oil becomes.
Of course, there are other contaminants besides water and dirt, such as air, sludge and heat. However, many lubrication professionals are unaware of the impact of dirt and water contamination on other contaminants. For instance, when emulsified water is allowed to co-exist in the oil, a common consequence is entrained air. Emulsified water changes interfacial tension and impairs the ability of the oil to rapidly release entrained air to the atmosphere.
When air fails to detrain, a tertiary consequence is oil oxidation and adiabatic thermal failure, among others. Likewise, when dirt ingresses through tank headspace openings and enters the oil, this dirt abrades surfaces and leads to wear metals. This in turn accelerates the formation of oxide insolubles, leading to surface deposits and varnish. The list of secondary and tertiary consequences of dirt and water contamination is almost endless.
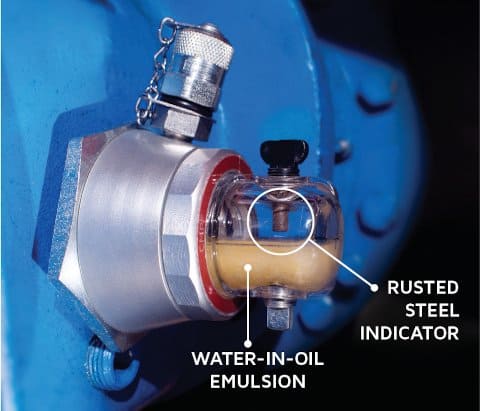
Although not always practical, touching the inside ceiling of a reservoir to look for condensation water on your fingers can provide a quick indication of saturated moisture in your sump or reservoir. Additionally, a highly visual sight glass, such as the one shown on the left, can quickly reveal emulsified water and evidence of corrosion caused by moisture.
Trapped Headspace Moisture Follows a Precipitation Cycle
Rainmaker machines can overwhelm lubricant rust-suppression additives.
Trapped moisture is destructive to lubricants and machines. The headspace needs to have the ability to breathe and exhaust unwanted moisture. Often, this is prevented by reservoir design and the false notion that a sealed reservoir is a good thing. This is how it works:
The Precipitation Cycle:
- The headspace holds moisture. Lack of air movement and breathers prevent moisture from exiting.
- The machine is turned off for a few hours each day, and the headspace and oil cool.
- Condensation sweats the headspace ceiling and walls.
- Water drips into the oil where it is absorbed, and free water puddles on the sump floor.
- Later, warm, circulating oil picks up the water.
- Circulation and heat allow the water to evaporate back to the headspace.

Examine Tank-Top Hardware for Hidden Ingression Sites
This headspace breather is installed but not being used. Air has easier access to the tank headspace through the hatch, which is propped open by the hose. Inspection must verify that all ingression sources are battened down tightly and can effectively exclude the entry of particles, moisture and other contaminants.
- Inspection hatches should hinge down against gaskets and be held by compression clamps or bolts.
- Roll filter covers should be sealed tight in a similar manner.
- All tank-top ports, such as vertical-entry float switches, flanged return ports and breather blower connections, should be sealed and elevated.
- Where possible, fill ports should not be used as a vent/breather.
- Male quick connect with dust covers are best for adding make-up oil (while filtered).
- Off-line filters can serve a similar purpose.

