Mixable or not mixable– that is the question here
 If there are timeless questions asked by lubricant users that never seem to become "obsolete," then the question of the miscibility of different lubricating oils or hydraulic fluids is definitely one of them. This is also understandable from the point of view of lubricant application, as this question merely reflects everyday operational practice when dealing with lubricants. Very contradictory statements can be found on the market.
If there are timeless questions asked by lubricant users that never seem to become "obsolete," then the question of the miscibility of different lubricating oils or hydraulic fluids is definitely one of them. This is also understandable from the point of view of lubricant application, as this question merely reflects everyday operational practice when dealing with lubricants. Very contradictory statements can be found on the market.
The two extremes: One side tends to mix almost anything called oil without hesitation. The other side is overly cautious and demands 100% assurance through elaborate laboratory tests, even for uncritical constellations.
A well-known saying puts it in a nutshell: "Prevention is better than falling on your back!" The purpose of this article is to show a well-founded, but practicable way to deal with the issue of miscibility. Because the following also applies to this topic: Observing a few, simple rules helps to recognize and avoid potential problems.
Miscibility or compatibility
As a rule, it is more a question of compatibility. In general terms, it is often a question of whether oil A, when mixed with oil B, works just as well in system XY as it did before it was mixed. Laymen do not always use the appropriate technical terms. A professional lubricant consultant helps his customer by questioning the specific situation and thus helping him to recognize the real question and its significance:
Is it "only" about miscibility or "after all" about compatibility?
In the following, a brief consideration of the two terms is first given. What is the difference and what is the relationship between miscibility and compatibility?
Miscibility
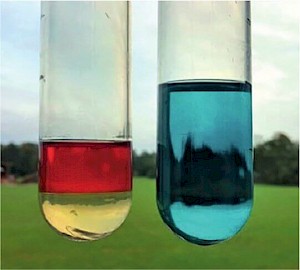
Two (or more) liquids are miscible if, when mixed, they form a single, homogeneous phase. In simple words, this homogeneous mixture cannot be seen from the outside that it is actually two or more liquids that have been mixed. Conversely, if they do not mix, there will be more or less turbidity or even separation into different phases/layers. (Fig. 2)
Miscibility - A question of polarity
Water and mineral oil are immiscible. Laymen attribute this immiscibility to the difference in density. On the other hand, gasoline and mineral oil do mix, although their density difference is greater!
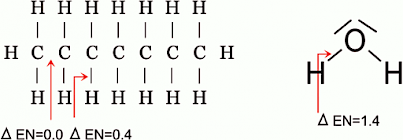
When atoms become molecules, they form bonds with each other. Depending on the electronegativity of the atoms involved, these are very different. In water molecules, oxygen has a much higher electronegativity than hydrogen, resulting in a high dipole moment. As a result, the water molecules have a high polarity. Mineral oils consist of various hydrocarbon molecules in which, on the other hand, nonpolar bonds dominate (Fig. 3).
Water and mineral oil are immiscible because they have very different polarities. That is why certain compounds are water-soluble, while others are oil-soluble. (Incidentally, the polarity of a compound determines not only its miscibility but also its solubility and material compatibility).
Compatibility
A definition of the term "compatibility, is somewhat more complicated in contrast to miscibility. At this point, a practical explanation related to lubricating oils and hydraulic fluids will suffice:
Lubricating oils are compatible if their mixture
- meets the requirements of the application in terms of function, performance and service life, and
- the user's expectations beyond these requirements are met.
The question posed at the beginning by a user about miscibility should serve as an example. The user assumes that mixing will cause the system to "work the same as before".
In addition to the two liquids, the machine and its importance in operation must also be included in the consideration. The following examples are intended to demonstrate this:
A system is to be changed over from oil type A to B, if possible without a flushing process. While in one case even an oil change interval that is shortened only once as a result is intolerable in view of the high downtime costs, this may not be critical in another application.
In one system, for example, a gear unit with a low oil charge that does not have to be available virtually non-stop in "24x7" operation, even multiple flushing may be easy to manage, but not in the main gear unit of an offshore wind turbine that holds many hundreds of litres of oil.
While a mineral HLP hydraulic oil and a bio-hydraulic fluid of the HEES (synthetic ester) type are miscible with each other, mixing them may change parameters such as material compatibility, foaming behaviour or filterability.
In addition, in supposedly "identical" applications, the oil is exposed to different pressures, temperatures and ambient conditions, and mixtures of two oils in these applications can consequently also behave differently. Ultimately, the term "compatibility" is clearly influenced by the application itself.
Miscibility and compatibility
The miscibility of two liquids is the basic prerequisite for their compatibility. This is the basis for the first practical rule:
1. What is not miscible is incompatible!
The miscibility of two liquids is a basic prerequisite for their compatibility. However, the miscibility of two liquids alone does not mean that they are also compatible. Compatibility is a "subset" of miscibility. This results in rule 2:
2. What is miscible is not automatically compatible!
Two examples:
-
Mineral oil-based hydraulic fluids of type HLP 46 are miscible with each other. If the two fluids contain different additive systems (e.g. zinc-containing or zinc-free), incompatibilities may occur in the form of an increased tendency to foam, deposit formation or restricted filterability.
-
Engine oil was used to flush or clean a contaminated gear unit because the detergent additives it contains have a better cleaning performance than the gear unit oil. After a short "cleaning run," the oil was drained and the transmission filled with new transmission oil. The new oil fill foamed a lot and had to be replaced again. Both oils, engine oil and transmission oil, are mineral oils and miscible. The very different additivation of the two oils is the cause of their incompatibility and the associated malfunction.
Miscibility test
A test for miscibility is relatively easy to perform. In the case of lubricants, the technical data sheet is usually sufficient for the expert, provided it contains information on the base oil type.

In the vast majority of cases, non-miscibility can be easily recognized visually (Fig. 5), often even when a single-digit percentage of liquid A is added to liquid B. The number of classic base oil types is relatively small.
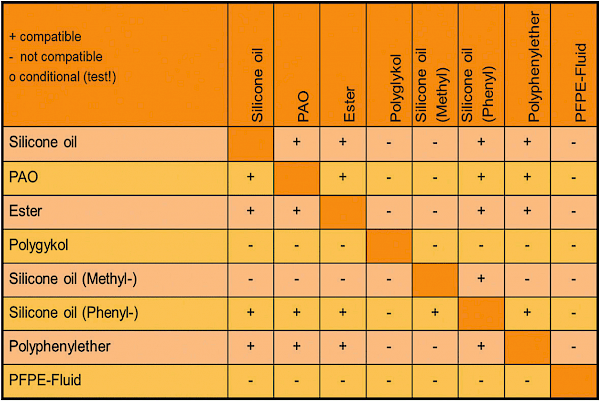
The number of classic base oil types is manageable. Their miscibility is documented in a large number of available miscibility tables, such as Table 1. Please note that Table 1 does not deal with ready-formulated lubricants which contain additives in addition to the base oils. The table cannot, therefore, be used to adequately test compatibility! Non-miscibility, on the other hand, can be easily determined on the basis of the table.
Compatibility testing
Not in every case is an actual compatibility test useful or necessary. The more similar the two products to be mixed are and the less critical the application, the more likely it is that they will not be used. In this case, the expert estimates the risk on the basis of the chemical composition. First, the base oil types are used, then the additive systems of both fluids. If this results in only a very small residual risk, an expensive compatibility test is not justified or is uneconomical.
Two examples:
Fig. 4: Turbidity of a mineral oil-based gear oil due to the introduction of a polyglycol like motor oil, i.e. it is highly detergent and contains zinc dithiophosphates as an anti-wear additive. It is to be replaced by an "equivalent" oil (equal in terms of meeting neutral specifications) from another manufacturer. If this is on a comparable basis in terms of base oil and additives, their compatibility can be easily assessed.
- If, when comparing two lubricating oils on the basis of Table 1, it is found that the base oils are not miscible with each other, this alone indicates that the two oils are incompatible. A further compatibility test can be dispensed with. With reference to Rule 1, it, therefore, makes sense to perform the simple miscibility test before the complex compatibility test.
Which test methods are used in which mixing ratios is determined by the oil types A and B and the application. It is not always easy to determine which results lead to the verdict "compatible" or "incompatible. As a minimum requirement, the specifications of the corresponding requirement standard should apply. If the machine manufacturer or user specifies special regulations or requirements, for example beyond those of DIN 51524, these must be included in the test.
In principle, this procedure can be applied to lubricating oils. Depending on the application, other tests are then useful, for example, in the case of a steam turbine, the water separation efficiency WAV in conjunction with a foam test and the LAV. If the conversion of a specific plant is concerned, the used oil from the plant and a fresh oil sample of the "new" oil can be used for the test. The concentrations can then be selected according to the degree of mixing to be expected.
Rüdiger Krethe is a qualified mechanical engineer and tribotechnician. For more than 25 years, he has been intensively involved in the lubrication of machines, starting with product selection, in-house organization and monitoring of lubricating oils and hydraulic fluids during use. He is a "Certified Lubrication Specialist" (CLS) and "Oil Monitoring Analyst" (OMA I) of the STLE as well as a "Machine Lubrication Engineer" (MLE) and "Machine Lubricant Analyst II" (MLA II) of the ICML.
