Reduction in Mill Chock Bearing Failures at Merchant Mill
Introduction
Tata Steel & Grease Manufacturer team jointly completed the project of bearing failure reduction in Merchant Mill stand work roll bearings. Based on detailed the investigation, this report was completed as part of the Planned Engineering Service (PES) program. The performance monitoring of grease was started after a detailed study of the application, historical data collection and grease comparison study between old and new grease in the application.
Situational Background
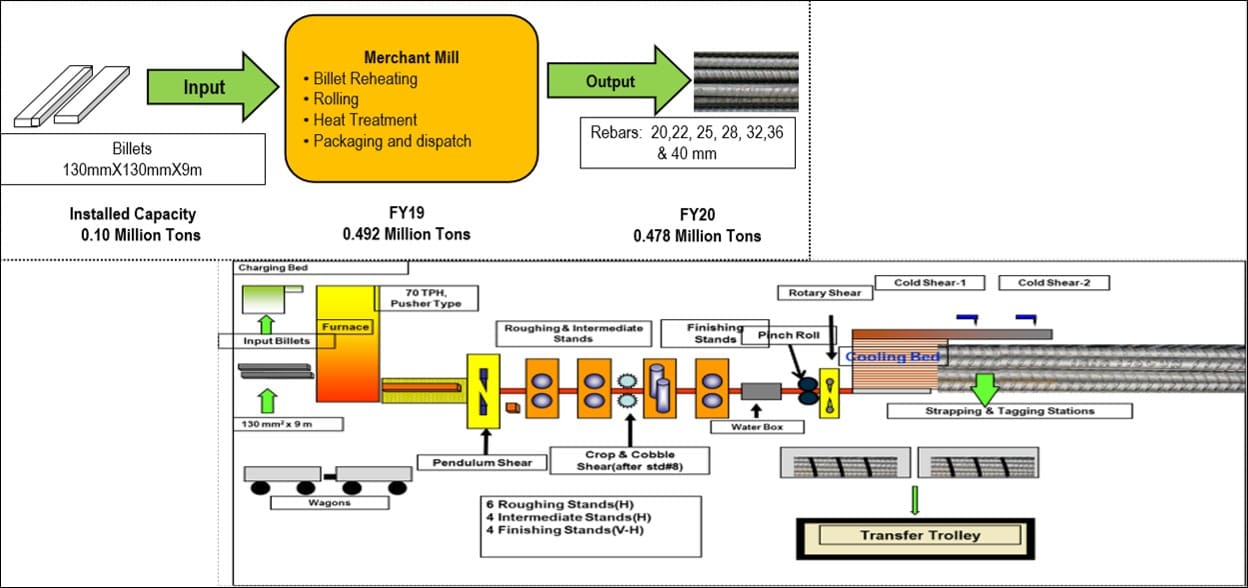
The purpose of the Merchant Mill is to produce TMT (Thermo Mechanically Treated) bars. The mill uses billets, that are cast in LD#1.
Tata Steel Merchant mill has 14 rolling stands. All are horizontal stands except 15 and 17 which are vertical stands.
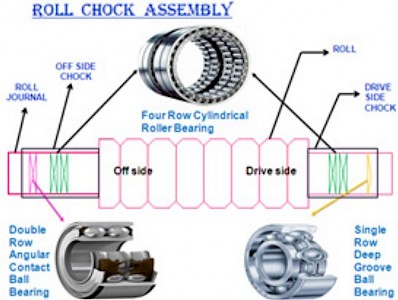
In roughing and intermediate stand work roll bearing lubrication application, Calcium Sulphonate thickener Grease with base oil viscosity 320, was being used. Due to the continuous passing of red hot billet through work roll, heavy water spray is used in the application to cool down the rolls. As a result, grease was not staying in the bearing and it was getting washed out from application to the floor. Tata Steel had 17 bearing failures in the year 2012 due to the above reason. On average, each bearing failure leads to about 4-6 hours delay in production. Each hour of delay leads to a loss of approximately 55 tons of production.
Also, grease consumption was very high,
8 drums per month. Grease is transferred from the drum to an application by a centralized lubrication system (CLS) with the pump at the pressure of 110 kg/cm².
Recommendation
Detailed study of the application and suffering points were diagnosed.
EHL Calculation was also done with the help of the EHL calculator tool to assess the correct grease viscosity selection.

EHL Calculation:
Roughing Stand Bearing- 24156 CC/W33 RPM- 50
Operating Temperature- 45 Deg C
Specific film thickness is considered to be 2 for ensuring full film lubrication to prevent bearing wear.
It was found that 460 Cst viscosity grease is required for the bearings for full film lubrication.
Tata Steel decided to use a new generation grease of base oil viscosity 460 Cst at 40 deg C with a Lithium complex thickener NLGI 1 (centralized lubrication system) for roughing and intermediate stand work roll bearing application. Tata steel and grease the manufacturer did a detailed comparative study between the existing and new grease which is as follows:
For a more accurate comparison of properties of both the greases, Tata Steel took NLGI 2 grease in both cases because the existing grease used in the mill was NLGI 2.
The new grease demonstrates better shear stability performance over the existing grease formulation, as indicated by the extended penetration (ASTM D217, 100K strokes).
In terms of load-bearing capability both the greases have the almost same value as measured by Timken OK load test.

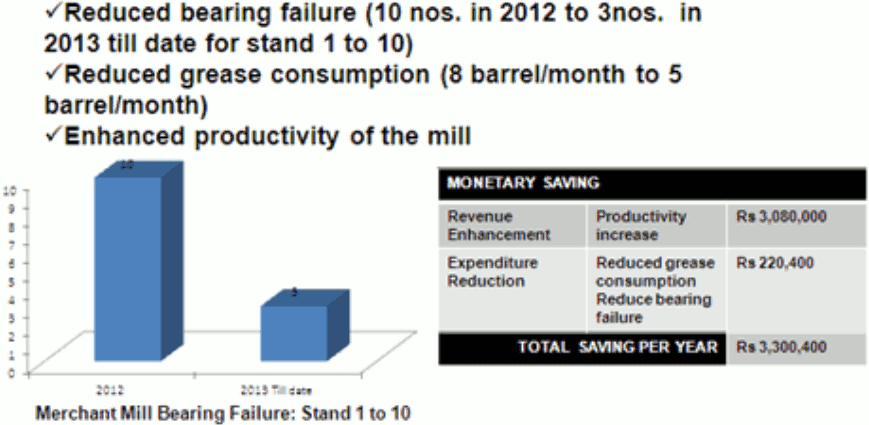
After implementing the same, Merchant Mill was able to reduce the grease consumption by 38% and bearing failure by 70% with an increase in productivity. Due to the below four (4) reasons, Tata Steel achieved the above benefit
- Reduced bearing failure
- Reduced grease consumption
- Excellent grease pumpability through a centralized lubrication system (CLS)
- Enhanced safety and environment-friendly operation
1. Reduced Bearing Failure
Very good water tolerance helps to maintain consistency which can lead to increased bearing life and reduce corrosion-related failures. Optimum base oil viscosity provides increased bearing protection even at high-temperature operation.

2. Reduced Grease Consumption
The new grease is an excellent choice for extreme conditions like moisture environment, high temperature, and shock load in steel mills applications. Te polymer fortified Lithium complex technology is giving excellent tenacity. The new grease is adhesive in nature which is providing improved water spray off resistance and an excellent lubricant endurance.
| Sr. No | Parameters | Test Method | New Grease | Existing grease |
|---|---|---|---|---|
| 1 | Base oil type | Mineral | Mineral | |
| 2 | Thickener type | Li- complex Polymer fortified | Calcium Sulfonate | |
| 3 | Base oil viscosity at 40 deg C | ASTM D 445 | 460 cst | 320 cst |
| 4 | Penetration 60X | ASTM D 217 | 280 | 292 |
| 5 | Shear Stability, Extended penetration 100K | ASTM D 217 | 285 | 323 |
| 6 | Timken OK load test | ASTM D 2509 | 50lb | 55lb |
 Outstanding Mechanical Stability
Outstanding Mechanical Stability
The proprietary Lithium complex thickener is highly resistant to mechanical shear which contributes less softening of grease and reduced leakage even in the presence of water.
A used grease sample of both the grease was sent to Lubricants Technical Support (LTS) Laboratory, Sarnia, Canada for analysis.

The result shows that there is no measurable shear observed in the new grease even after work in an actual plant application.
The detailed result is as in Table 1:
| Test | ||
|---|---|---|
| Product | New Grease | Old Grease |
| Sample Description | Used Grease | Used Grease |
| Appearance | Free Water, Smooth, Non-Homogenous | Free Water, Some Fine Grit, Non-Homogenous |
| Karl Fischer Water, % | 14.4% | 30.5% |
| 60x Worked Penetration (1/2 scale), mm/10 | 323 | 323 |
| Water Washout 79C (average wt. Loss), % | 18.9 | 44.5 |
| Elemental Analysis by XRF (wt %) | ||
| Aluminum | Trace | 0.01 |
| Calcium | 0.05 | 1.08 |
| Chlorine | 0.01 | 0.01 |
| Copper | 0.01 | Trace |
| Iron | 0.02 | 0.25 |
| Magnesium | 0.01 | 0.01 |
| Manganese | Nd | Trace |
| Nickel | Trace | Trace |
| Phosphorus | 0.1 | 0.04 |
| Potassium | Trace | Trace |
| Silicon | Trace | 0.01 |
| Sodium | 0.05 | Nd |
| Sulphur | 0.81 | 0.83 |
| Zinc | 0.19 | Trace |
Note: XRF results are semi-quantitative. Only elements detected are reported. Nd = not detected. Trace = very low detection that cannot be accurately quantified.

The used/in-service samples submitted were analyzed to determine their properties and conditions and are shown in table 1 above. Both samples received showed free water contamination which was observed as well in several of the completed tests.
Water washout testing was completed in accordance with ASTM D1264. Each sample is placed in a test bearing the before weight is calculated. Water is sprayed onto the bearing for 60 minutes at 79 deg C. After the sample is dried for 15 hours, the weight loss is calculated. The value reported is an average of the percentage of grease lost in three runs of the test. It should be noted that due to the high water content of the samples submitted, these results may be higher than typical results from fresh or unused grease. Based on the samples submitted, the used new grease showed better water washout performance compared to the competitive used grease.
Elemental analysis was completed using X-Ray Fluorescence (XRF). The new grease results are similar to the typical properties of this grease except for the presence of sodium. This could be again due to the water contamination. Both samples showed some wear metals (iron, copper and aluminium) but in relatively minor quantities.
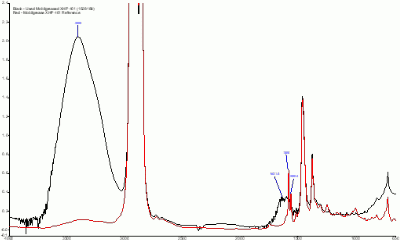
The used new grease submitted was analyzed as received by infrared spectroscopy (FTIR). In Figure 1 the FTIR spectrum of the used new grease sample is shown with a fresh reference new grease spectrum. The two spectra show the similarity of the lithium complex thickener, however, due to the gross water contamination in the spectrum of the used sample some variations were observed.
Used grease analysis was again conducted by Grease Manufacturer in March 2019 for further assessment of the grease performance. No deteriorated performance was observed in the used sample from performance and elemental analysis. The used grease sample was found to be of acceptable consistency as an in-service grease sample. Besides, no other significant contamination except for water ingress or system wear was detected in the used grease sample based on the elemental analysis.
Results:
Some free water was observed in the arrived sample. The used grease sample had a smooth texture with no obvious sediment observed. The used grease sample had penetration test result consistent with the typical fresh product. A significant content of water was detected in the used grease sample. The used grease sample also had a noticeably decreased dropping point compared to the typical fresh product, which is possibly related to the water contamination. Elemental analysis was performed through XRF, the test results indicated normal levels of additives in the used grease sample with the presence of small content of iron and copper.
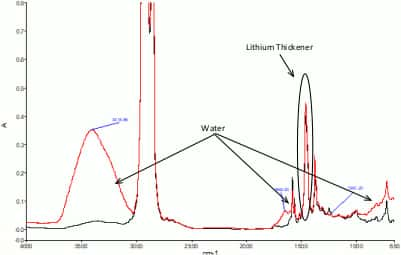
The used grease sample (2450124) was analyzed as received by Fourier transform infrared (FTIR) Spectroscopy and the resulting spectrum is shown along with an electronically stored reference spectrum of fresh grease. Te overlay indicates the presence of lithium thickener as expected. The presence of water is also identified in the used sample as determined by infrared spectroscopy.
Note: XRF results are semi-quantitative. Elements not detected have been omitted. Trace refers to elements detected in concentrations too low to accurately quantify. The concentration/presence of sodium may be impacted by the presence of zinc in a sample.

3. Excellent grease pumpability through a centralized lubrication system
NLGI 1 new grease has very good pumpability even at low-temperature condition. As a result, grease can reach every place of the application for better bearing protection.
4. Enhanced safety and environment-friendly operation
4.1 Less grease consumption means fewer slippage hazards
A large amount of grease getting into the system means a large amount of grease disposed of in the surrounding areas presenting more slippage hazards to the mechanical maintenance team.
By decreasing grease consumption, slippage hazards will decrease significantly.
4.2 Less bearing failure means increased human safety
More bearing failure means more manpower involvement in the running equipment. By decreasing the number of bearing failure, human safety is increased significantly.
4.3 Less waste grease means more environment-friendly operation
High consumption of grease means more waste grease disposed and accordingly more impact on the environment.
Conclusion
After implementing the polymer fortified Li complex new blue grease recommendation, Tata Steel Merchant Mill reduced the grease consumption by 38% and bearing failure by 70% with an increase in productivity for an annual savings of INR 3,300,400 (US$ 55,000).
