Reliability Catastrophe Scuttled

Construction projects on land are challenging and complex, however building on the water is even more so. Marine infrastructure projects require tremendous knowledge, experience and more importantly, specialized equipment. And if this equipment fails, there is considerable financial loss-not just because of the downtime, but because of their specialized nature and how difficult they are to access and repair. One of the ways offshore operations prevent costly machine failures is through the application of condition monitoring principles and tools. This is exactly what happened in 2016 during the construction of one of the world’s largest container terminals.
Making One of the World’s Largest Port Container Terminals

The construction project is a next-generation container terminal costing over $1.5 billion USD. When completed, this mega-port will be one of the world’s largest, both in size and capacity. Construction began in 2015 and the terminal is set to begin operation of its first two deep-water berths later this year. This mega-infrastructure project required the reclamation of over one square mile (640 acres ) of new land with a five-mile (8 km) sea wall comprised of hundreds of some of the world’s largest caissons. Other than its size, what made this project unique was that each caisson was placed on rock mounds created by a revolutionary new construction vessel specifically developed for the project.
Need for Extreme Reliability

Rock mounds typically require four different vessels to dig a trench, lay sand, rock, and then compact it all down. Because of the scale of this project, coordinating four different vessels to construct the hundreds of rock mounds would have been too complex and time-consuming, so a new all-in-one rock mound construction vessel was developed. This next-generation vessel was able to do the work of four vessels in half the time and with a fraction of the workers. The simplification and cost savings that this technology brought to the project became vital to its success. The only problem was that there was only one of these vessels, so its continuous operation and reliability were of the utmost importance. As Chief Engineer Onboard, and as a certified Machinery Lubrication Technician (MLT1), it was my job to oversee its maintenance and overall reliability.
Onboard the ship we had twenty-two winches. Each winch had a different job and all of them were supercritical. To ensure their reliability, I established daily inspection routes and implemented condition monitoring procedures and protocols, including taking random samples and using comparator cards to identify changing conditions. Unfortunately, none of the winch gearboxes had sampling valves, 3D sight glasses, or desiccant breathers. Samples had to be taken using a drop tube, and visual inspection was limited to a flat window sight glass, which told us very little other than the oil level. However, the constant monitoring soon paid off, and during one of the inspections, we discovered high metal content in one of the oil samples.
Unfortunately, using a drop tube meant we could not see exactly where the tip of the tube was inside the gearbox. The tube could have pulled a sample from a stagnant zone that had been stockpiling debris for months, not from an active zone that would have given us a better idea of the severity of the problem. What we needed to know was the rate at which the debris was being produced in real-time.

Innovative Multipurpose Sight Glass
After doing some research, I contacted a company called Luneta and inquired about their Condition Monitoring Pod (CMP). Their CMP seemed like a good solution, considering it could replace the original flat window sight glass with a 3D sight glass, a visible magnet, a corrosion indicator, and a sampling valve with a pilot tube. The 3D sight glass would allow us to better monitor the colour and clarity of the oil, the magnet would capture and alert us to ferrous wear debris, and the sampling valve would permit live zone sampling, all in real-time and all without having to shut down the winches. In many ways, the CMP was a lot like our rock mound vessel-it was an innovative solution that consolidated many tasks into one.
In addition to desiccant breathers, filter carts, and other oil-related improvements, I purchased CMPs for all the winches. All onboard engineers and technicians were instructed on how to inspect and use the new condition monitoring tools. Filter carts were permanently filtering the oil and were rotated from the winch to winch every 7 days. Visual inspections were conducted every 12 hours and included checking the CMP sight glasses for changing conditions using comparator cards, checking oil level, inspecting the CMP magnets for wear debris, and inspecting the corrosion indicator for corrosion. If any change was observed, engineers were instructed to notify me or another senior onboard engineer and then pull a sample for analysis.
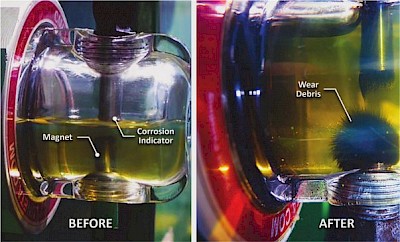
To our surprise, within the first 24 hours, several of the CMP magnets had collected noticeable amounts of wear debris. We did not expect to see anything for weeks because we had just filtered the oil with the filter carts. We could literally see the wear particles grow on the magnet. We were aware that small amounts of wear debris were common in machine oils, and we expected to collect some overtime, but not this much and so quickly. Wear particles signify that surfaces within the gearbox have begun to break down, and the greater the rate of wear debris generation, the more likely machine failure becomes. The rate that wear debris was collecting on our CMP magnets was very high, so we knew we had a problem. What we did not know was the root cause and what to do to prevent the winches from failing. Needing to act quickly, we decided to have four of the gearboxes opened and inspected.
Distressed Gear Flanks Discovered
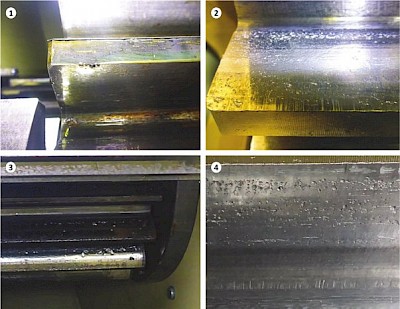
A visual inspection of the inside of the winch gearbox quickly uncovered surface deterioration on two of the four gears on the compound gear train. Damage included pitted surfaces, indentions, feathered edges, and uneven surfaces. Additionally, all the deterioration was on one side of the gears, indicating that the damage was occurring when the winch was pulling. This type of damage typically indicates either a lack of lubrication, high-pressure gear loading or an issue with the gear material used. We were confident that the lubricant and loading were within specifications, so we focused on the gear material and decided to have them tested. We purchased a rebound hardness tester and conducted three readings on every tooth. All the gears were supposed to have a hardness above 35 Rockwell C, however, two of the four gears came back below this limit. It was no surprise to us that these were the same gears that were damaged. We found the root cause.
Early Alert Saved the Day
By now, many more of the CMP’s were showing signs of wear debris. Knowing this as well as the fact that many of the winch gears were not to specification, we decided to have all suspicious gears in all the twenty-two winches replaced. The cost of having just one winch fail in the middle of the job was too great. The gears had to be manufactured and there were no spares that could be pulled off a shelf. At a minimum, it would have taken at least four weeks to fabricate, harden, air freight from Europe, move through customs and install. The winches were a vital part of the operation. If one of the winches failed, the rock mound operation would have stopped, and this would have delayed the building of the caisson wall, which would have ultimately slowed the construction of the whole project. If the project was delayed by just one week, let alone four, because of the unexpected failure of the rock mound winches, the cost to the overall project would have been unimaginable.
Fortunately, the CMP alerted us to the problem well ahead of machine failure, giving us enough time to contact the supplier and have new gears manufactured and shipped. There was also time to make the gear exchange during previously planned maintenance. Had it not been for our condition monitoring procedures, we would never have discovered the high metal content. And had it not been for the Condition Monitoring Pod, we would not have realized the extent of the problem in time to identify the root cause and prevent a very costly failure.
Offshore construction projects are all about specialized equipment, and during the building of the world’s largest container terminal, a specialized Pod kept our specialized vessel running so it could do a very special job. In the end, condition monitoring saved the day, and we finished constructing all of the rock mounds without any machine failures or delays. In fact, the project was so successful that we finished ahead of schedule.
How Land Reclamation Works
Constructing land on the water requires building a sea wall. This wall creates a perimeter that is then backfilled to create the land. The sea wall built for this land reclamation project was made of caissons, which are huge watertight concrete structures that are prefabricated on land, towed out to sea, and then sunk to the seabed. This particular project required hundreds of caissons, each as tall as a 10-story building and weighing 15,000 tons or the equivalent of 34 Boeing 747-8’s.
