Adhesive Wear Explained
What is Adhesive Wear
One of the primary concerns with machinery lubrication is wear generation. Understanding this process, why it occurs, its presence and development, how to detect and analyze it, and what prevention measures need to take place to avert it can greatly improve site equipment reliability and work to minimize associated downtime resulting in a more profitable and enjoyable workplace. Let’s take a closer look at adhesive wear and discuss the noted parameters mentioned above.
While there are many types of wear generation within lubrication, we will be specifically reviewing adhesive wear. Adhesive wear is the result of the transference of material from one surface to another, typically taking place in poorly lubricated sliding applications.
 As we look further into adhesive wear, it will become apparent that there are several alternative names often associated with this type of wear. As such during discussion or analysis, one may encounter terminology such as scuffing, seizing, cracking, smearing, and galling and must bear in mind that all of these can and must all fall within the realm of adhesion.
As we look further into adhesive wear, it will become apparent that there are several alternative names often associated with this type of wear. As such during discussion or analysis, one may encounter terminology such as scuffing, seizing, cracking, smearing, and galling and must bear in mind that all of these can and must all fall within the realm of adhesion.
Adhesive Wear Sources
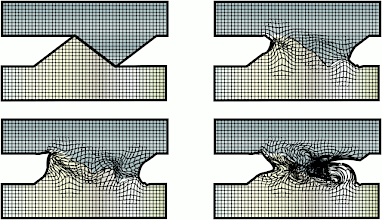
During inadequate sliding lubrication, asperities, or surface peaks, are subject to interaction with one another. As this transpires, the strong adhesive interface can result in “cold welding” and the potential for coarser surfaces and wear generation are intensified by means of fragment material transfer. It is important to know that there are two fundamental elements that endorse adhesive wear: 1) the proclivity of dissimilar types of materials to form solids or compounds once contact occurs and 2) the overall cleanliness of the surfaces that interact with one another. With this being said, there are several other influencing factors that should be considered. The additive package and film thickness of the lubricant, the size of components that make up the asset, and certain specific operating parameters such as load and speed should also be considered.
As adhesive wear begins to occur it often forms into two types of wear. At very high loads, the debris is often oxides, but at lower loads it is metallic. The oxidation process occurs as the wear and protection films begin to wear away and the metallic process commences directly afterwards. It is during the transition from oxidative to metallic wear that there is often an immediate increase in the rate of wear. The severity of adhesive wear generated during this process is directly proportional to the load applied and the distance covered during contact over this time.
Now that we have a better understanding of how adhesive wear occurs, we can begin to look at what causes this undesirable interaction between surfaces. There is a multitude of noted causes that drive this unwelcome contact and they boil down to roughly four main driving forces: 1) extreme or inadequate loading, 2) elevated temperatures and pressures, 3) acceleration or deceleration in the load zone, and 4) excessive moisture present in the load zone. As mentioned above, having a sufficient lubricating film thickness and additive package in place to combat the concerns of loading as well as a sound understanding of the maximum operating temperature when selecting lubricants will aid in reducing these concerns, but as temperatures exceed the identified target range, moisture becomes notably present, and excessive loading begins to take place; one or more of these scenarios will likely rear their head and begin the adhesive wear generation process. The most common components that will be directly affected by adhesive wear are rolling element bearings, cylinders, gearboxes, pistons, and swash plates.
Presence and Development
Acknowledging the presence of adhesive wear in lubricating systems is key and knowing what this wear looks like as well as how it progresses can aid in minimizing concern. The overall appearance of adhesive wear will almost always vary depending on its level of severity. This severity range is commonly broken down into three specific areas: 1) normal or mild wear, 2) moderate wear, and 3) excessive or severe wear.
Normal or mild adhesive wear occurs during initial, small scale wear and tear of the asperities and may be seen as polishing. This wear may appear during a break-in period of machine operation or more commonly during the initial stage of adhesive wear. This early-stage wear is often not visible with the naked eye alone but is commonly noted with further inspection of the small weld tears that frequently form in a line. It is important to note an early indication of this wear pattern but continued use of the equipment is typical.
Moderate adhesive wear becomes much more noticeable and often forms darkened colour lines or marks on the component. Some bluing of the machine surface may also start to become apparent due to the thermal nature of the scuffing present at this stage. Additional weld tears become noticeable and often lead to the metal “pull off” and some mild scuffing of the component. It is important to track and trend the development of wear at this stage and work to execute a plan in the near future to address this concern during equipment downtime.
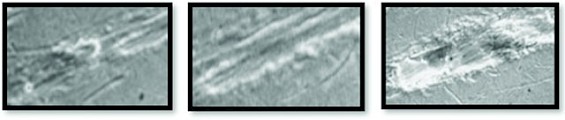
Excessive or severe adhesive wear is the most damaging stage of adhesive wear. In this stage of wear metal “pull-off” begins to become excessive and accumulate as it moves along the surface, taking on the appearance of being “smeared.” This leads to more noticeable scuffing, torn surfaces, cracking and macropitting. In more severe cases, the surface layer can dislocate from the subsurface due to high tangential friction, resulting in a material pile up or avalanching effect which further promotes the advancement of this “smeared” outcome. If excessive or severe adhesive wear is noted, there is a much greater concern for equipment failure and a plan should be established to remove this equipment from service and perform a replacement as soon as feasibly possible.
It is worth mentioning, like any other wear progression it is imperative to identify which wear pattern is present and work to isolate and separate certain patterns from one another. Doing so will aid in driving correct root cause analysis results.
Detection and Analysis
Identifying the detection of each stage of adhesive wear generation is imperative and there are specific ways in which to validate this concern through analysis.
Basic visual inspections are the most simplistic method of identifying adhesive wear-related concerns. Machine surface inspections must take place with the asset out of service while visual inspections, where applicable, of debris generation accumulated at inspection ports such as BS&W (Bottom Sediment & Water) bowls and CMPs (Condition Monitoring Pods), can be observed while the asset is in service. Generally, these visual inspections only work to identify adhesive wear during the later stages of wear to due incipient wear often being smaller than the human eye can observe. During visual inspections, it is imperative for the observer to specifically look for noticeable wear on the machine surfaces in question and report any noted visible anomalies so that detailed planning and action can be promptly initiated if necessary. It is always good practice to incorporate machine surface inspections during outages and turnarounds as a failsafe if other indicators or analysis has been overlooked or omitted.
Borescope inspection is another visual analysis tool that should be utilized to look for adhesive wear generation. This advanced visual inspection will provide much greater detail on any related concerns and will provide insight into adhesive wear much earlier in the generation process. The use of this analysis and inspection tool is often triggered in response to a noted concern during predictive maintenance such as vibration or oil analysis but can be utilized as a stand-alone tool during scheduled downtime.

Vibration analysis is another option commonly utilized for the detection of wear development and generation. While traditional vibration analysis will provide awareness of wear and failure-related concerns further along in the process, the high-frequency analysis focused on impacting may aid in obtaining valuable information during the earlier stages of surface wear development.
Oil analysis can also aid in the identification of adhesive wear. While early detection of adhesive wear is not commonly distinguished in particle population growth due to limited release of surface material in the initial stage of wear generation, there are additional measures within oil analysis that may provide indications of the increased potential for adhesive wear to occur. One specific parameter worth observing is the trending of wear and friction control additives. While this task can sometimes be difficult due to certain elements showing up as both additive packages as well as contaminants in the system the case for doing so can still be made. If there is a sound understanding of the asset at hand and oil analysis in general, identifying the loss of the wear and friction control additives in the system that may forecast the initial advancement of adhesive wear debris can still be done. As advanced adhesive wear generation begins to increase in the asset, prized information obtained through spectrometric analysis, particle counting, moisture analysis, patch testing, ferrous density, and analytical ferrography will provide specific detail with regard to the volume, size, shape, and potential source of the issue.
It is essential to note that all detection analysis methods have their place and utilizing multiple analysis tools will aid in identifying and validating concerns throughout this process.
Prevention
As for reliability professionals, we need to have a sound understanding of wear generation, why it arises, and how to address or minimize its occurrence. As we have already noted in the sources section of this article, adhesive wear is generally caused by over or under-loading and improper lubricant selection. Properly identifying loading concerns during the installation phase and utilizing the correct lubricant makeup that takes into account the application, film thickness, temperature, surface stressors, and environment will make a strong case for minimizing the concerns of adhesive wear generation. Furthermore, identifying moisture ingression, addressing alignment concerns, and properly monitoring the asset through the detection and analysis methods noted will provide additional support to minimize the chance of this problem occurring during operation.
References
- Noria Corporation Oil Analysis III Training Manual. Tulsa, OK: Noria Corporation
- W.F. Gale and T.C. Totemeier. Smithells Metals Reference Book (8th Edition), Butterworth-Heinemann, 2004
- https://onyxinsight.com/wind-turbine-failures-encyclopedia/bearing-failures/adhesive-wear/
- https://www.tribonet.org/analyzing-the-evolution-of-adhesive-wear/
- https://www.wmv.nl/adhesive,_abrasive_and_tribo_oxidative_wear_prevention.htm
- Trevor M. Hunt. Handbook of Wear Debris Analysis and Particle Detection in Liquids, Elsevier Science Publishers LTC, 1993
- Noria Corporation Wear Particle Atlas, Noria Corporation, 2012
