Lubrication Program Development: Assess, Plan and Execute
 Achieving a goal doesn’t happen on a whim. My personal process for achieving goals is to assess, plan and execute — this is very similar to the process that can help your plant achieve its lubrication goals. Your facility should have reliability goals, and within those goals lie lubrication-specific goals.
Achieving a goal doesn’t happen on a whim. My personal process for achieving goals is to assess, plan and execute — this is very similar to the process that can help your plant achieve its lubrication goals. Your facility should have reliability goals, and within those goals lie lubrication-specific goals.
Assess
The first step in developing or improving a lubrication program is an assessment — to get where you want to be, you need to know where you currently are. What should you do to prepare? As an experienced assessor, I can tell you that the best answer is “Nothing.” Don’t do anything to prepare for an assessment besides collecting the necessary information about the plant and machinery.
When undertaking an assessment, we want to see the lubrication program as it stands at this very moment. Don’t start implementing changes to try to improve the results of the assessment; just focus on gaining an understanding of exactly where the program is at — then, we can worry about where to go and how to get there.
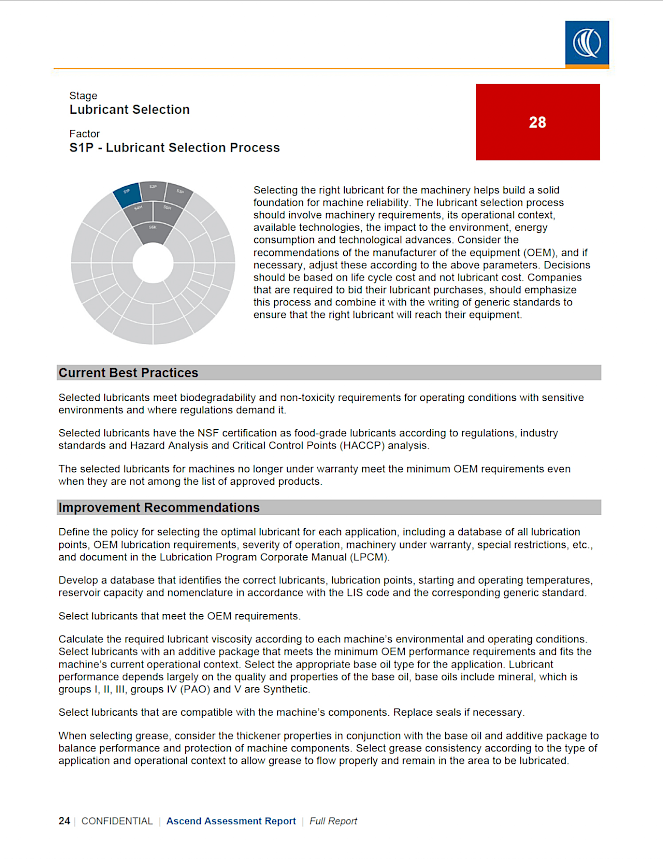
The assessment is a thorough look at the current lubrication program. Every facet of the program, from lubricant selection to disposal practices and everything in between, must be analysed utilizing a cradle-to-grave approach.
The assessment should be as thorough as possible and ultimately deliver two very important pieces of a program. Number one is the Strengths, Weaknesses, Opportunities and Threats (SWOT) analysis. This is what I like to call the “quick-hitters” — short-term improvements that should be and can be quickly improved upon. Second is the full report of the analysis. This detailed report should outline all the current practices and improvement recommendations moving forward. That is the roadmap to building a world-class lubrication program.
 Plan
Plan
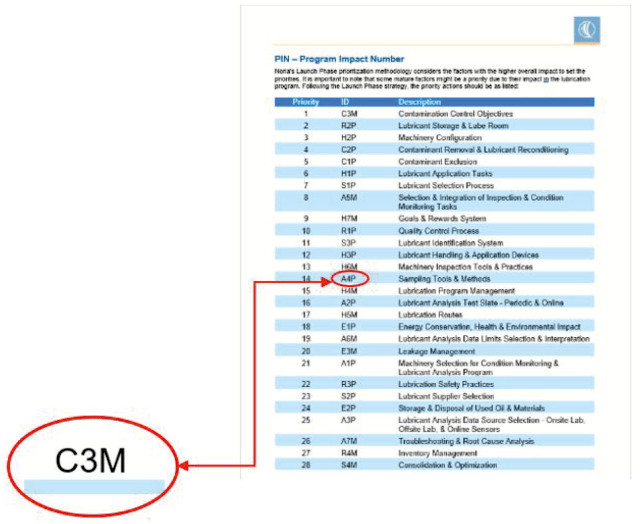
Now that the assessment is complete, the plant needs to make a plan for action. With program impact numbers, you can quickly and efficiently make a plan to implement changes in the highest priority areas. Let’s say, for example, that based on the assessment score, a plant needs to focus on Contamination Control Objectives first. This is going to give the plant the greatest gains in the shortest amount of time. Second, they can start to implement changes in their Lubricant Storage and Lube Rooms. As you see in Figure 1, there is a three-letter ID that corresponds to the section of the assessment report with the improvement recommendations for that part of the program. It’s important to prioritize the initiatives for your company to make a plan. I always say when things are easy to do, they get done right.
So now, the facility has made a plan to improve the lubrication program. A big part of the plan, especially when it comes to Contamination Control, is generally Contamination Control Hardware, i.e., breathers, BS&W bowls, sight glasses, etc. Remember, in any lubrication program, the name of the game is contamination exclusion and removal: keeping that lubricant clean, cool and dry.
 The next phase involves the collection of pertinent data on all rotating and lubricated machinery: bearing sizes, HP, RPM, environmental severity, operating condition, and many other data fields. With the collected information, contamination control hardware and optimal lubricants can be selected, and we can consolidate all plant lubricants. Regarding lubricants, focus should be specifically placed on viscosities, base oils and additive packages (and thickeners, if grease is being used).
The next phase involves the collection of pertinent data on all rotating and lubricated machinery: bearing sizes, HP, RPM, environmental severity, operating condition, and many other data fields. With the collected information, contamination control hardware and optimal lubricants can be selected, and we can consolidate all plant lubricants. Regarding lubricants, focus should be specifically placed on viscosities, base oils and additive packages (and thickeners, if grease is being used).
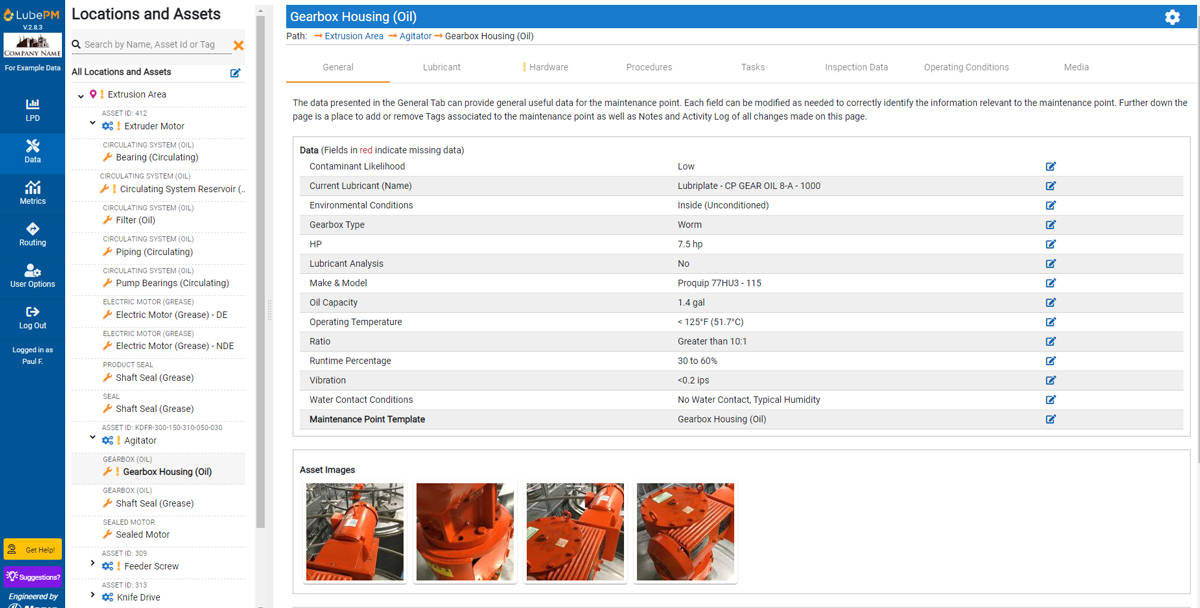
All of this information should then be stored in a Lubrication Management Software (LMS). A lubrication program management software can allow you to view all the aforementioned data fields. You can view and edit data, images, hardware recommendations, and lubricant recommendations. It should also have the capability to make lubricant identification tags and labelling, and even build and manage the lubrication routes right at your fingertips. This is all of your plant’s data organized, planned, and ready to execute improvements.
Execute
“Most leaders would agree that they’d be better off having an average strategy with superb execution than a superb strategy with poor execution. Those who execute always have the upper hand.”
- Stephen R. Covey
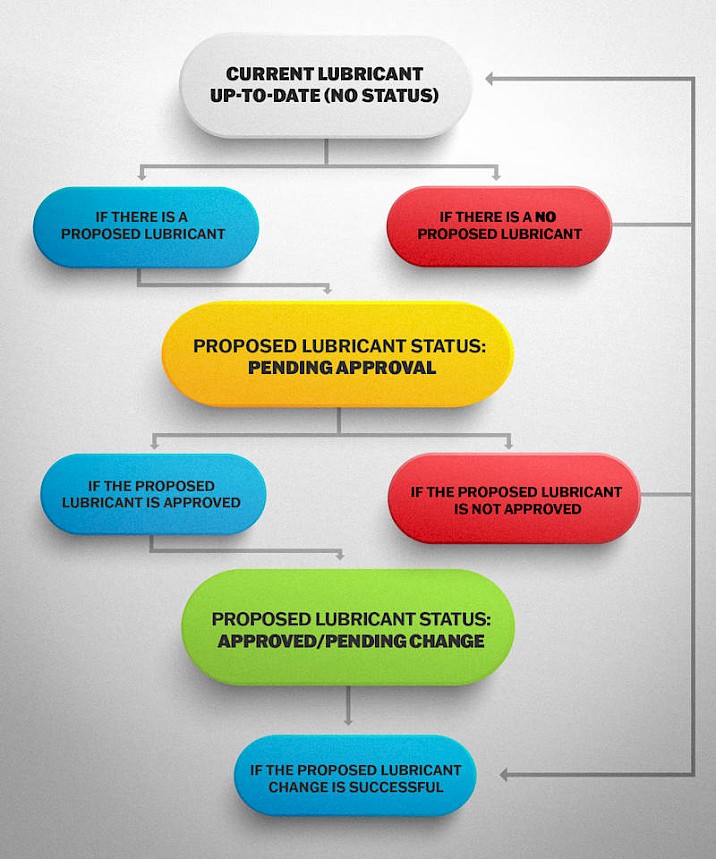
We’re not reinventing the wheel here. We have sought out our weaknesses, assessed, prioritized, and planned. That all means absolutely zip if we do not execute. Before execution, we have to review the data collected. We always must account for human error in any project. Trust then verify. After reviewing the data fields and making the necessary edits, we then need to review all the recommended hardware and lubricants. By review, I mean to approve or deny the change. The program managers need to review the recommendations and make a decision on moving forward with the recommendations, tracking all changes along the way.
 After everything is reviewed and approved, it’s time to build and implement routes to enact all the changes across the plant — the map has been created, and now it’s time to start the car. The route is then assigned to a technician and scheduled by the program manager to implement the change. Once approved, assigned and scheduled, it is now the technician’s job to physically implement the change and complete the route. Think about that last part — “Physically implement the change.” That is, by definition, exactly what Execution is. It could be installing hardware, changing lubricants, installing labels, etc.
After everything is reviewed and approved, it’s time to build and implement routes to enact all the changes across the plant — the map has been created, and now it’s time to start the car. The route is then assigned to a technician and scheduled by the program manager to implement the change. Once approved, assigned and scheduled, it is now the technician’s job to physically implement the change and complete the route. Think about that last part — “Physically implement the change.” That is, by definition, exactly what Execution is. It could be installing hardware, changing lubricants, installing labels, etc.
Once the change has been physically implemented, the technician then enters “route completed” into the handheld device of their choosing and effectively communicates that the work is done. The information is then sent back up the chain of command. Every single detail and task is tracked with LMS software. The importance of tracking is due to the amount of time it takes to implement this much change over a large plant with hundreds or even thousands of assets. This could take years; remember, this is a marathon, not a sprint.
